
▶新着記事を公式LINEでお知らせしています。友達申請はこちらから!
▶ICCの動画コンテンツも充実! Youtubeチャネルの登録はこちらから!
2月17日~20日の4日間にわたって開催されたICCサミット FUKUOKA 2020。その開催レポートを連続シリーズでお届けします。今回は、参加者12名限定で催行された、最終日の2月20日の特別プログラム「『田中六五』の白糸酒造 酒蔵見学ツアー」の模様をお伝えします。ぜひご覧ください。
ICCサミットは「ともに学び、ともに産業を創る。」ための場です。毎回200名以上が登壇し、総勢900名以上が参加する。そして参加者同士が朝から晩まで真剣に議論し、学び合うエクストリーム・カンファレンスです。 次回ICCサミット KYOTO 2020は、2020年8月31日〜9月3日 京都市での開催を予定しております。参加登録などは公式ページのアップデートをご覧ください。
![]()
▼
【開催概要】
2020年2月18日〜20日開催
ICCサミット FUKUOKA 2020
特別プログラム
「『田中六五』の白糸酒造 酒蔵見学ツアー」
Supported by Lexus International Co.
▲
▶ICCサミット FUKUOKA 2020 開催レポートの配信済み記事一覧
モノづくりの現場を見学するツアー
今回CRAFTED カタパルトに登壇いただいた、白糸酒造の田中 克典さん。その田中さんが醸す、福岡で大人気の日本酒「田中六五」の酒蔵を、ICCサミット参加者の方々と見学をしたいと企画したのが今回の特別プログラム「『田中六五』の白糸酒造 酒蔵見学ツアー」だ。
▶糸島の豊かな自然と、福岡の“上質なカジュアル”を伝統の酒造りでつなぐ「田中六五」(ICC FUKUOKA 2020)【動画版】
▶下見時のレポート
福岡っ子が愛する地元の日本酒、白糸酒造「田中六五」の酒蔵を見学してきました【活動レポート】
希望者多数ながら、今回このツアーに参加できたのは12名のみ。ICCサミット最終日の午後に開催され、メイン会場のグランドハイアットから白糸酒造まで約一時間はLEXUSで移動する。道中は至高のドライブを、到着してからは酒造りの現場を見学して、”CRAFTED”な体験をするという企画だ。
この直前は、D会場でセッション「顧客に愛されるクラフト・ブランドをいかに作り上げるか?」が開催されていた。
登壇したのはコエドビールの朝霧 重治さん、白糸酒造の田中 克典さん、田中六五を一緒に造って販売する住吉酒販の庄島 健泰さん、コーポレイトディレクション占部 伸一郎さんら、酒造見学ツアーに参加する方々に、スケジュールの都合で残念ながら参加できなかったヤッホーブルーイングの井手さん、リストランテKubotsuの窪津 朋生さんという顔ぶれ。
コエドビールやよなよなエール、田中六五を飲みながら、食という共通項でモノづくりや、それによって伝えたい想いや体験を語るセッションは、多いに盛り上がった。豊かな食の世界を実現しようとする登壇者たちは、最後に下記のような感想を述べ、ガッチリと握手してセッションを終えた。

朝霧さん「クラフトの世界は、違うアウトプットやサービスでも、理想観が等しい。我々一つひとつは小さいが、お客様もシェアできるし、群れをなしたら共通のプラットフォームでやっていけたら、きっと楽しい。ビジネスとしてもそういう連帯感はいいんだろうなと思います」
井手さん「『おいしい』は絶対譲ってはいけないんです。血の通った、人の想いや地域の産業とか、優しさや幸せを求める産業を大事にして、盛り上げていきたいと改めて思いましたね」
窪津さん「僕らは人のために働いているというのが、ぶれないところかなと思います。ごはんを作るのもお酒造るのも、自分のためではなくて、食べる人や飲む人のため。熱がないとモノは作れないし、楽しくないと作れない。そして、僕らがマニアで終わらず、みんなと一緒に大きくしていく流れを作っていかなければと思いました」
庄島さん「酒屋なので、モノづくりをしている人への憧れと敬意で生きています。その人達がより生きやすくて、消費者がより豊かな人生を送っていけるように、それを伝える橋渡し役になれればと思っています」
田中さん「アルコールは、だんだん消費量が減ってきているのが実情ですが、これがないと生きていけないというようなものを造り、人の気持ちに入っていきたい。それがモノづくりの原点なのかなと思います」
このセッション終了後、田中さんと庄島さんはツアーの受け入れ準備のために一足早く会場を出発、ほかの参加者は、追ってLEXUSで白糸酒造に向かった。

グランドハイアットの地下駐車場からツアーは出発。LEXUSに乗った方はみなさん体験されたと思うが、静かに会話できるほど静粛性が高く快適な車内で、これからの見学の期待が高まっていく。
今回試乗したフラッグシップモデルのLSは、高速道路での車線逸脱のサポートする機能や、駐車時での歩行者の検知など最新機能が備わっているが、同時にドライバーが運転する楽しみを味わえる感覚を残しているそうだ。運転する人を大切にすること、これもモノづくりの原点といえるだろう。
白糸酒造に到着
 白糸酒造前の駐車場に到着
白糸酒造前の駐車場に到着
白糸酒造に到着すると、参加者は正面に見える、白糸酒造の写真を記念撮影している。すると白糸酒造の田中さんと住吉酒販の庄島さんが迎えに出てきてくれた。

ツアーの様子をダイジェスト動画でもお楽しみください
改めて挨拶をし、酒蔵の中へ。早速田中さんによる酒造りの解説が始まった。

「奥に見えるのが、酒を造る最初の過程で、米を蒸すときに使う蒸し器です。外硬内軟、理想とされる米の蒸し上がりがあるのですが、それが再現される蒸し器です。
江戸時代から言われているのは、酒造りでは蒸しがよくないといけない。蒸しで100点を目指すのが大前提です。生のものに火を入れて、物質を変化させるのが肝であり、酒造りのスタートです」


酒造りの工程の解説を、真剣な表情で聞き入る参加者たち。酒蔵見学は今回が初めてという方も
多い。酒造りでは、蒸した米の半分で味を決める麹を造り、2段階の発酵を経るが、それら3段階の過程が大切といわれている。その第1段階の麹造りの部屋へ一行は移動した。

麹室(こうじむろ)は、蒸した米の半分に麹菌をつけて増やす部屋だ。麹菌が繁殖しやすいように室内は30〜35度に保たれており、壁も含めて吸湿性のある板張り。計器がなかった昔は、天窓に高さを変えてつけられた2つの筒の開け閉めで、職人の感覚で湿度温度を調整していたという。
 右手が麹室
右手が麹室
次に田中さんが案内したのは、片隅に毛布をかけて置かれている酒母の樽。上の写真だと、突き当りのガラスの前にさり気なく置かれており、これが酒造り2番めの大事な工程だとは、言われなければ気が付かないだろう。
 樽の中に酒母が入っている
樽の中に酒母が入っている
「水と蒸した米、麹が入っていて、酵母をここで拡大培養します。それがそれが酒の母、酒母になります。いい酒母ができないと、次の発酵の段階でうまくいきません」
樽の中を覗き込んで、写真を撮る参加者たち。表面に浮いている泡は二酸化炭素(ガス)。麹のはたらきで酵母がブドウ糖を食べた結果、二酸化炭素とアルコールが作られるためだ。
さり気なく置かれているようだが、酒母は毎日検温して温度管理をしており、20度程度に保たれている。冷蔵庫に入れるなどして温度管理をし、分析して状態把握も行うという。
発酵が進む日本酒に接近
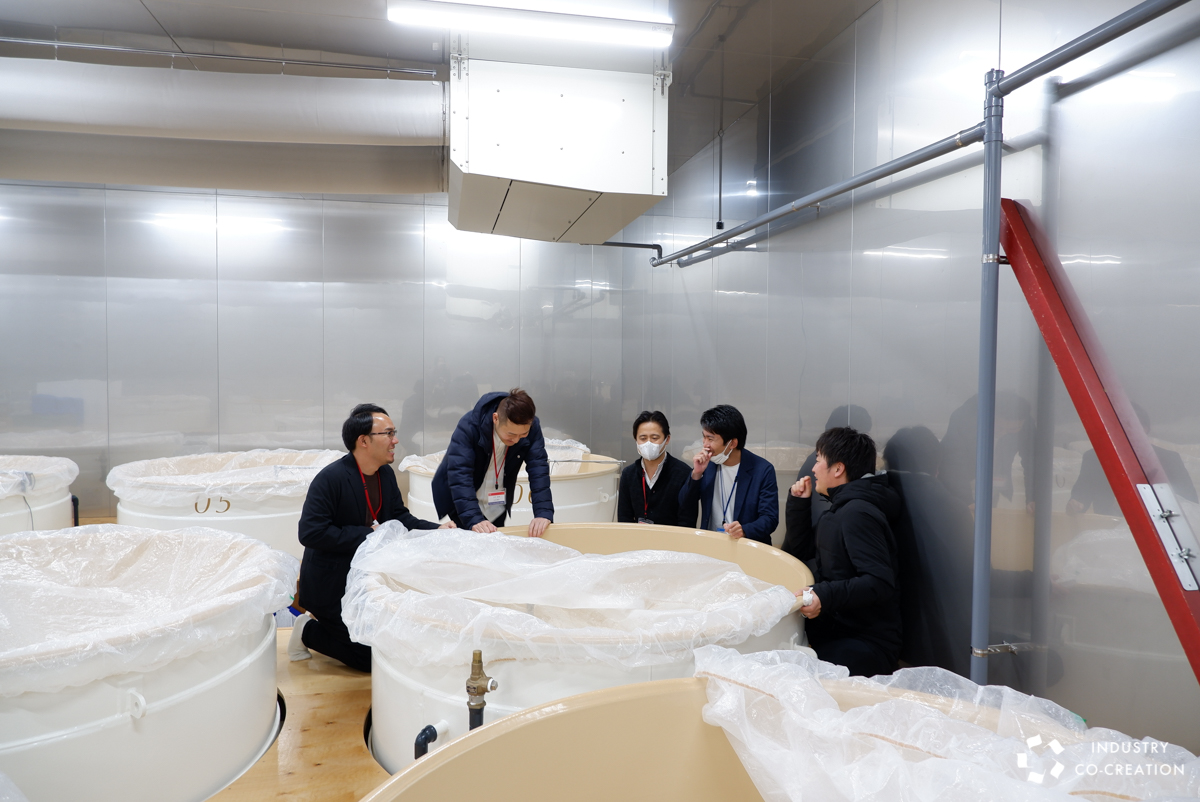
「おおーっ」と歓声が上がったのは、一行が室温が5度に保たれた冷蔵室に入ったとき。
 酒が発酵するタンクが並ぶ冷蔵室の中へ
酒が発酵するタンクが並ぶ冷蔵室の中へ
「酒造りは基本冬です。日本酒は冬に発酵します。生産量が増えてくると春や秋口もやります。ここでは冬の環境を作っています」

身長よりも高い大きな樽が並ぶ光景に参加者は興味津々、目に入るさまざまなものの写真を撮っている。
「タンクの中には、酒母、蒸した米、麹を入れていきますが、日本酒は材料を一度に入れません。三段仕込みといって、徐々に追加していきます。
一度に入れてしまうと、酵母が動けなくなってしまいます。1日入れると次の日は休ませて、その次の日に追加する。徐々に酵母を動かすようにしながら発酵していくのが、江戸時代に考えられた、日本酒の技術です」

発酵中のお酒を見てみようと、階段を上がってタンクの口へ近寄った参加者たち。安全を確保しつつ、タンクを注意しながら覗き込んでみることになった。タンクの中では、白い液体がふつふつと煮立っているように発泡している。
「タンクの中は、アルコールと二酸化炭素が発生していて、空気の層になっています。ガスが大量発生していて、体験してみましょう」
 このあたりはまだ平気
このあたりはまだ平気
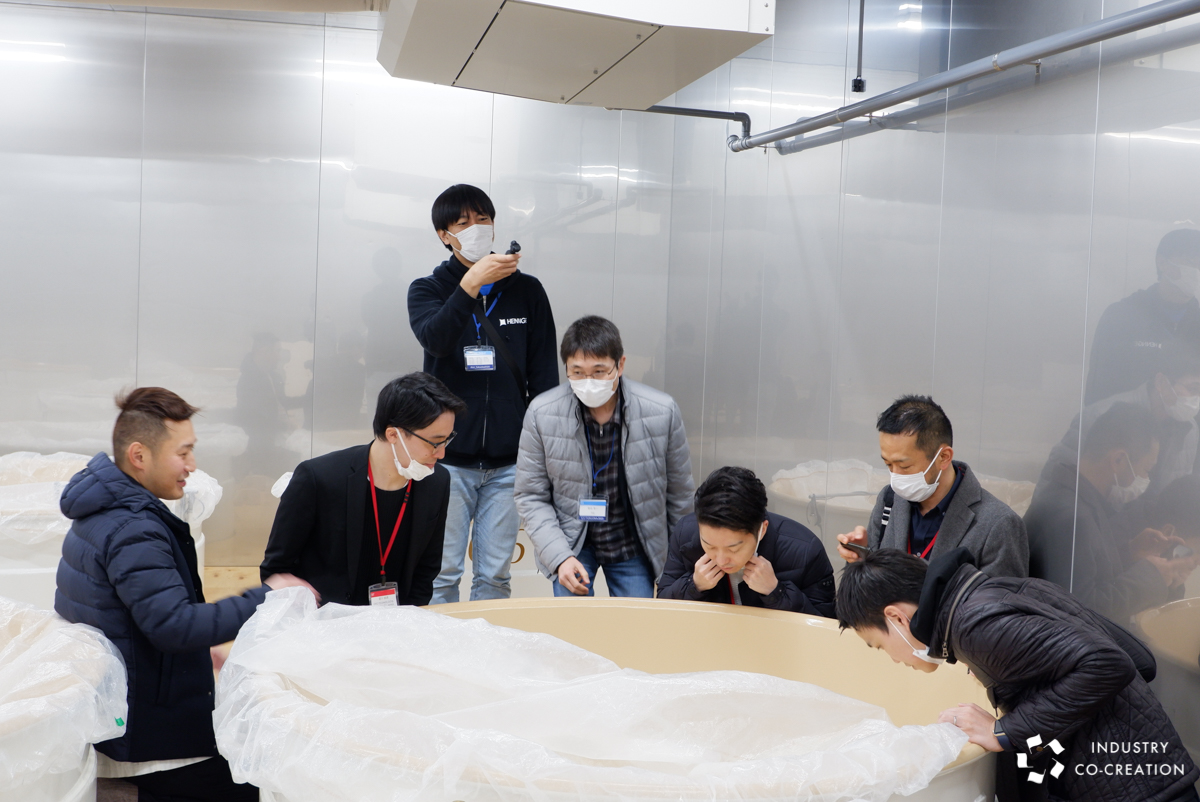 そろりそろりとタンクに近づいていく
そろりそろりとタンクに近づいていく
発酵中の日本酒のいい香りがするのだが、その層を超えると一挙に空気が変わるようだ。驚いた参加者たちは、一瞬にして身を引き、驚いている。
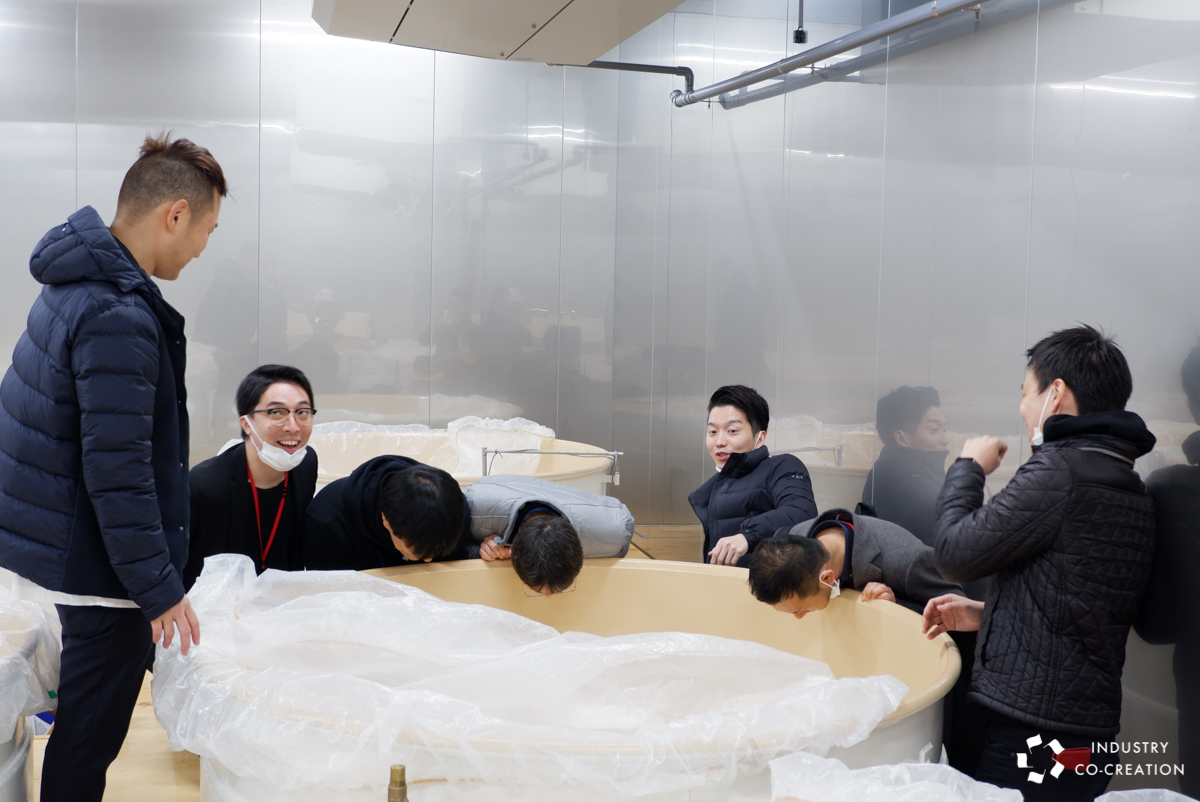 「ヤバい!」
「ヤバい!」
代わる代わる「ガスの層」を体験して盛り上がる参加者たち。見ているだけではわからない、発酵のパワーに驚かされたようだ。

毎年、9月あたりから仕込みを始め、約1ヵ月半かけて発酵させるという。この1タンクからは一升瓶で約1200本分がとれるそうだ。
田中さんは慣れたものだが、5度の冷蔵室は寒い。冷蔵室を出て、田中さんの酒造りの話は続く。
「僕たちは毎年1年生と言っています。なぜなら、毎年米が違うからです。その年の米にすごく左右されて、そのなかで最大限やるしかありません。
夏に雨が多くて、ずっと暖かかった今年の米はよくありません。ぼろぼろとしていて、タンパク質が出てしまう。すると味が苦くなってしまうのです。
だからといって、何かをプラスすることはできないので、その中で表現するしかない。ワインの世界だと、その年の違いが受け入れられるのですが、日本酒は同じ味を求められます。そこが難しいですね」
その年の米の情報は、日本酒の業界で共有されるそうで、均一な味を出すために、米の水分量を測って吸水量などを調整するという。
酒蔵の文化的価値を守っていく
次に見学したのは、麹を管理する2階の部屋。コンクリート打ちっぱなしの壁に、天井には有機的な太い梁が渡る階段を上がっていく。ここにも田中さんの酒造りへの思いが込められていた。
「この新しい建物は、6年前に古い蔵を壊して作ったもので、無機質なものと木の融合がテーマです。酒蔵は昔から木が身近にあります。のちほどご案内しますが、酒蔵は古い木造建築が当たり前と思われていますが、今の建築基準法では昔と同じものは建てられません。
僕らが酒蔵の雰囲気や、文化的価値を守っていくしかない。現代の建築基準法のなかで、木造で建てても面白くないと思って、あえて真逆に、こういう話をするために作りました(笑)」
 大きな天井の梁は、以前の蔵に使われていたものを流用
大きな天井の梁は、以前の蔵に使われていたものを流用
「こちら側の部屋は、麹を乾かす部屋です。米が透明ではなく白くなっていますが、それが甘酒の原料などにもなる麹です。ちょっと食べてみますか?」
 ガラスの奥が麹を乾燥させているスペース
ガラスの奥が麹を乾燥させているスペース
 手のひらに乗せた麹。粘り気がなくぱらぱらとしている
手のひらに乗せた麹。粘り気がなくぱらぱらとしている
手のひらにのせられた麹を噛むと甘い。これを甘く感じるのは、米のでんぷんが噛むことによって唾液(酵素)と、空気中の酵母と混ざるためだ。映画『君の名は。』に出てくる「口噛み酒」と同じメカニズムで、それが酒の味に大きく影響するという。
田中さんに一問一答
一通り、田中さんから酒造りについての説明を聞き終わると、参加者たちの頭には、さまざまな質問が浮かんでいるようだ。「麹と酵母の選択で味が決まる」と聞いたことから、田中さんは使っている麹の袋を見せ、質問タイムが始まった。
 「『ヒグチモヤシ』という名前の麹です。米につけると白く毛が生えて、顕微鏡で見るとモヤシみたいに見える」
「『ヒグチモヤシ』という名前の麹です。米につけると白く毛が生えて、顕微鏡で見るとモヤシみたいに見える」
Q 日本酒は、長期間保存しても大丈夫ですか?
田中さん 大丈夫です。腐りません。日本酒をあまり寝かせなくなったのは、茶色くなったり、色が変化するからです。ワインは色がついているからいいけれど、透明なものが色が変わると悪くなったと思われてしまう。腐らないけれど、保存は冷蔵がいいです。
Q 蔵が使っている麹などの情報は、秘密ではないのですか?
田中さん わりとオープンだし、僕も他の蔵に聞きます。業界全体が同じ流れになったりもします。今はちょっと甘めのテイストが主流で、甘みが強くでる麹が使われています。
九州の人間が東北の酒が好きだからって、同じ材料を持ってきても同じ味にはならない。聞いた所で、同じものはできません。みんな仲良くしていますよ。
Q 新規産業が日本酒作りに参入してくることについて、どう思うか?
田中さん 僕はオープンです。先日も、福岡の潰れた酒蔵を建設会社が買って、うちに見学に来て、酒造りをしたいので教えてくださいということがありました。
彼らは建物がすごく好きで、蔵を残していきたいというのがあって、それがいいなと思いました。文化的なものをつなげていくのがいいなと思ったんです。
長く続く酒蔵でも、そこで一代が酒を造るのはせいぜい20〜30年間の話。どんどん代替わりするし、会社の1ピースでしかない。たとえ建設会社が入ったとしても、次につなげる人が新しくやって、酒蔵、日本酒ををつなげてくれるならいいと思います。
田中さんのオープンな姿勢に、さらに何でも聞いてみようという空気になってきた。
 麹室の前で、田中さんに質問殺到
麹室の前で、田中さんに質問殺到
Q 酒造免許は簡単に取れるものなのか?
田中さん 取れないです。だから、潰れた蔵で免許を持っているけれど、運営できないところを買う形になります。買収案件は転がっていますよ。
この答えに「チャンスあり…」と反応するような、やぶさかでない笑いが起こる。グロース・キャピタルの嶺井政人さんの真剣な問いに、更に笑いが起こった。
嶺井さん 酒造りをイチからやって、どのくらいで一人前になるのでしょうか?
田中さん レシピどおりやれば、酒はできる。液体にすることはできる。それを形にするには……。
嶺井さんが本気でどこかの酒蔵を買うのではと、面白がりながら聞いていた一同も、庄島さんからの話に耳を傾けた。
庄島さん 売りにはでているけれど、不動産とかも一緒についてくるのです。海外からも話は多いのですが、ほしいのは免許だけで、決算書もついてくるのならと、話がまとまらないことが多いですね。
田中さん 僕もスペインから話が来ました。これからやるから手伝ってねみたいな話は、世界からどんどん来ています。日本酒の設備は、大量に生産できないから非常に高く、イチからやるのは、お金が無駄にかかるから難しいですね。
とはいうものの、発酵の神秘を目の当たりにし、モノづくりのロマンを感じた一行の中には、本気で考えてみようと思った方もいるのではないだろうか。
ハネ木搾りの酒を飲む
見学は、まだ終わっていない。むしろこれからがハイライトで、白糸酒造の最大の特徴である「ハネ木搾り」を見るために、一行は古い蔵へと移動した。昔はここが酒の仕込蔵だったそうだ。
 ハネ木搾りのミニチュア模型
ハネ木搾りのミニチュア模型
田中さん 冷蔵室で発酵したものをここへ持ってきて、袋に小分けにしてここで絞ります。石の重さを使い、てこの原理で袋を押して絞ります。このやり方で絞っているのは、全国千数百軒ある酒蔵のうち、片手で数えるほどしかありません。
これは江戸時代からのやり方で、搾る装置は時代につれて、水圧から油圧に変わっていきましたが、うちは当時それが買えませんでした。今は機械化されて、ボタン1つで搾れるようになりましたが、僕らにとってはラッキーで、このハネ木搾りが武器になっています。
ひんやりとした天井の高い蔵の中、大きなてこの木の周りに集まる参加者たち。田中さんの説明に、参加者から次々と質問が上がった。

Q ハネ木で搾ることによって、味は変わるのですか?
田中さん(即答で)変わります。
酒は発酵して、ガスが出ますが、今の酒造りは酸化を嫌います。ヤブタと言われる横立ての機械は、酒を搾るときに空気に触れることがなく、今は冷蔵庫の中で搾るのでさらに酸化しません。すると酒にちょっと発泡感のあるガスが残ります。
でも、このハネ木搾りはガンガン酸化します。すると出てきたときにガスが残らないのです。僕の持論ですが、ガスがあると(口当たりが)とげとげしていると思います。でも酸化すると丸くなります。
搾ったあとは、できるだけ酸化しないように冷やしています。やり方は古いですが、そういうバランスにこだわっています。
 搾った田中六五が少しずつこの中に流れ落ちていく
搾った田中六五が少しずつこの中に流れ落ちていく
だいたい1本のタンクを搾るのに2日かかります。それも酸化の要因です。
酒ができたら、毎日もろみ(醸して、酒粕をこしていな状態)の入った袋400ぐらいを、人が搾って積んでという手間がかかることをやる。ハネ木は硬い樫の木で、これは樹齢120〜130年ぐらいの木です。石も人が結んでいます。
 大人が両手で抱えるほどの大きさの川石が羽根木の端につけられている
大人が両手で抱えるほどの大きさの川石が羽根木の端につけられている
1日目は”舟”全体で袋を絞っていて、2日目は水分が抜けて、力が外に逃げてしまうので、袋を中心に寄せ直して搾ります。今日は2日目の状態です。
 ”舟”を覗き込む参加者たち
”舟”を覗き込む参加者たち
 この下で田中六五のもろみが入った袋が搾られている
この下で田中六五のもろみが入った袋が搾られている
ハネ木搾りの仕組みを一通り聞き終わったところで、いよいよお待ちかねの試飲タイムとなった。
田中さん ここに、皆さんへ田中六五以外にも、酒を用意しています。白糸酒造の古くからあるブランド「白糸」のリブランドしたもので磨きの違うもの、オリジナルのものを用意しました。
左手から35,45,55,70と書いてあります。田中六五同様、この数字は磨いて残った具合です。余分なタンパク質が削られているので、削っているほど味はきれいです。
 田中六五のラベルの文字は、田中さん自らの書
田中六五のラベルの文字は、田中さん自らの書
削ってあるほうから飲んだほうが違いがわかるかもしれない、ということで、参加者たちはコップを手に、試飲を開始した。
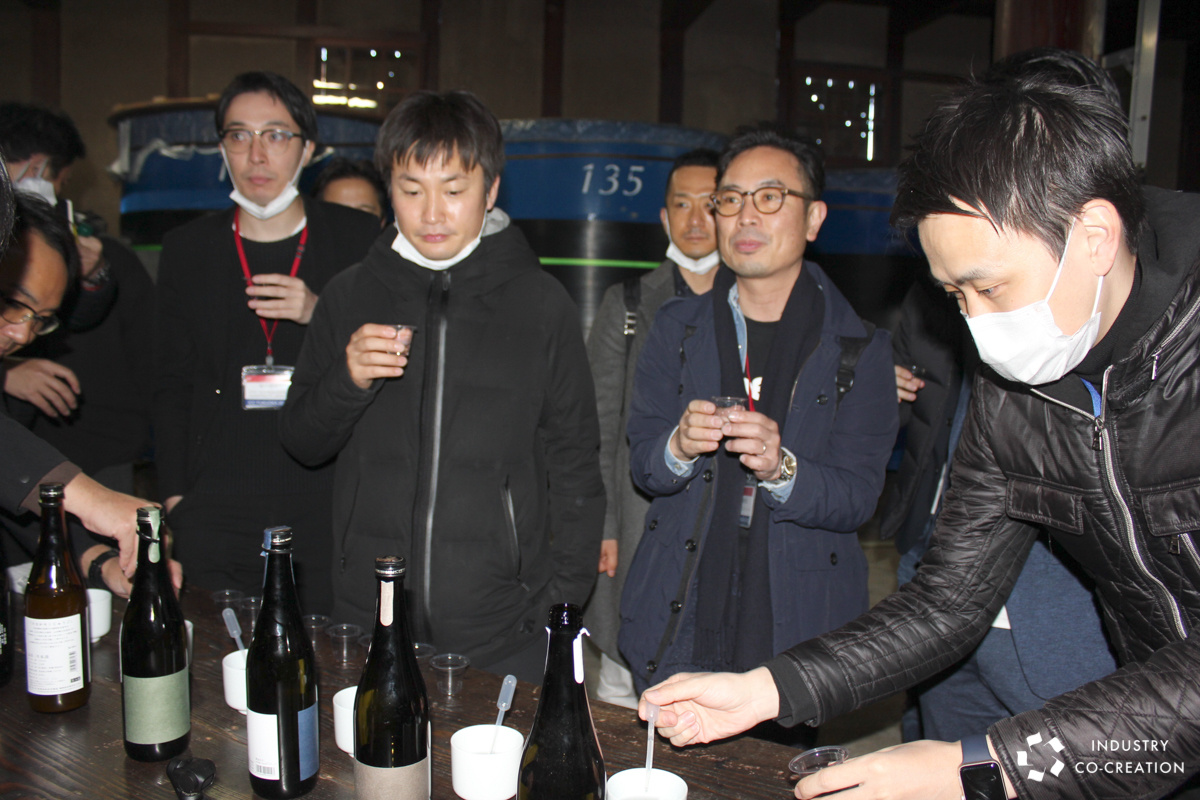 お待ちかねの試飲!
お待ちかねの試飲!
「うはははは! うまいーーーっ!」
「35と45、全然違いますね!」
「ん〜〜〜、美味しい……」
口々に歓声を上げながら、飲み比べを楽しむ参加者たち。
田中さん 僕は味をどうしてもきれいにしたくて、そういうものが好きなので、無駄なものはできるだけ省きたいのです。
飲んでいて力んでしまうときは、自分の体に合っていません。一番ストレスを感じず飲めるのは、誰でもごくごく飲める水です。
目指す究極は水。そこに向かっていくけれど水ではない。水ではないのですが、水のようにしたい」
味の違いを確かめながら、お酒がどんどん進む参加者たち。ここからはお酒を飲みながらエンドレス質問タイムになっていった。
 飲んでいくとさらに饒舌になる田中さん
飲んでいくとさらに饒舌になる田中さん
Q 米は磨けば磨くほど、おいしくなるのですか?
田中さん そういうものでもないんです。1%になったときに、味はないのか?というと、あるんです。でも僕としては20が限界。それ以下はあまり変わらないと思っています。麹は、磨いてあると味も違います。
味といえば、この搾り方だと、澱(おり)が出ます。機械搾りでも少し出ますが、こちらのほうがより多く出ます。
生酒は味が変わりやすいので、澱をわざと入れています。上澄みだけを入れてもいいのですが、澱が入ると、味の変化が少し緩くなります。味が変わりすぎた生酒を飲んで、おいしくないとなるのが嫌だし、できるだけフレッシュな状態を飲んでもらいたいので入れています。
生酒以外で火を入れるのは、燗をつけているようなものです。酒には酵素がありますが、これが酒の味を変わりやすくするので65度くらいまで温めて酵素を失活させます。
Q 日本酒造りのコストが一番かかるところはどこでしょうか?
田中さん 米です。だいたい山田錦は1表(60kg)2万5千円ぐらい。僕らが普段食べている米は1万ちょっとぐらいなので、それより倍以上します。
より磨けば磨くほど、米はたくさん使わないといけないので、磨き50となると、米1,000kg使いたいときは、倍買わないといけなません。ちなみに、磨いた米粉はせんべいとか、肥料などとして使用されます。

Q 米はどう磨くのですか?
田中さん 石臼みたいなものに落としていって、削っていきます。精米屋さんに磨きを注文しますが、精米の仕方でも味が変わってきます。米を丸く精米するところもあれば、米の形にするところもあります。
Q 今、白糸酒造では何人が働いている?
田中さん 従業員は20名ぐらいです。酒造りは冬一気にやるので、スタッフは休めません。代わりに7、8月は休みです。今の時代はそういう働き方はよくないから、そこが難しいところです。
Q 酒を造って出来てから売るのか、発注を受けてから造るのか?
田中さん 蔵によります。田中六五は、年間どのくらいほしいか注文を受けて、そのぶん造っていますが、これは特殊です。普通は造って売って、売り切れて終わりです。
この形は、みんながやりたかった理想的なやり方です。送料の問題も、3ケース以上は酒蔵の元払いなどあり、非常に厳しいのです。でも僕は送料をのせさせてもらっています。
田中六五は、販売先である特約店をすごく絞っていて、全国に18軒しかありません。普通は40〜50軒、何百軒とあります。普通は各2〜3ケースを卸して、売れるか売れないかわからない感じなのですが、僕はこの県ではあなたとしかやりませんとしています。それで何十軒とやっているより売ってもらっています。
庄島さん 同じ規模売りたければ、特約店はまず50軒はかかります。下手したら同じ規模感で100軒持っているところもある。でも彼は18軒です。

Q 売上を今後増やすときに、単価を上げるか、生産設備を上げるか、回転を上げるかしかないと思うが、どういう戦略を考えているか?
田中さん もちろん今後増やしていくことは確実にあります。でも今の延長線上です。
売らせてほしいという依頼はもらうけど出せない。結局機械化をしないと量は増やせないので、売上を上げるならば、単価を上げるほうにします。でも日本酒は、その価値観がまだ生まれていません。
1本5,000円と言われたとき、他の酒では受け入れられても、日本酒はまだ難しいのではないでしょうか。単価を急に上げることは出来ないと思います。
100円上げるだけでも言われるので、値段を上げていくのに躊躇してしまうのです。しっかりと密にやっていくのをベースにしていますが、一方で僕たちはそういう側面ではすごく遅れています。
庄島さん 結局、日本酒のヘビーユーザーしか相手にしていないから、出口が変わらないからなのです。一升瓶が2,500円から2,600円になったとき、同じ相手にしか持っていかないから、新しい価値観が広がらないのです。
人生を豊かにするツールとして、日本酒を飲んでくれるお客様を作っていければいいのですが、そういう活動がまだできていません。
Q 酒の良さは酒販店の代表の方に伝わっていても、販売に関わる営業の方まで伝わっているのか? そこでのコミットメントを上げる施策はなにかやっているか?
田中さん 何もやっていないんです。トップに「あなたしか、おらんけん」と言っているだけ(笑)。そのぐらいの関係じゃないと、やりません。一緒に酒を飲める人としかやらない。それが僕の唯一のビジネスモデル。パソコンの前で何かやってというのは、僕はできません。僕はいい酒を造るから、売って!というしかないです。
福岡の街とずっと一緒にいる酒に
ICCサミットで日本酒というと、真っ先に挙がるのが獺祭。旭酒造の桜井さんにはいつもご登壇いただいている。話の流れで自然と獺祭が出てきたとき、田中さんは純粋に尊敬を込めた声でこう言った。
「今の僕たちがあるのは、獺祭のお陰だと思っています。
僕らの世代では、日本酒は大学のときに無理に飲まされて、おいしくないというイメージがありますが、今の大学生のスタートは獺祭です。めっちゃよくないですか? いきなりいい酒です。
トップブランドとして他のさまざまな業界とコラボもしていたりして、獺祭さんはそれをちゃんとやっている。僕らの業界にとっては宝みたいなものです」
その一方で、田中六五の未来を尋ねられると「福岡の街とずっと一緒にいること」と明言した。福岡はこの先成長していく街で、福岡の人たちがみやげに持っていく1本になりたいと言う。九州といえば焼酎というイメージに一石を投じたいと、庄島さんといろいろ考えているようだ。
いろいろ飲み比べてみて、参加者の間で一番人気はやはり田中六五。その720mlの値段は税抜で1,500円。こうして手をかけて、作っている背景を知ると、参加者たちから次々と安すぎるという声が上がっている。
「でもそれが高いというのがヘビーユーザー」と、庄島さんは言った。長い歳月をかけて育まれてきた酒文化を、クラウドファンディングなどで新しい手法で変えようとするプレーヤーもいる一方、庄島さんや田中さんは、それを無理なくじっくりと、あるべき姿へ変えていこうとしている。

話はまったく尽きることがなかったが、そろそろお暇しなければ、酒蔵のお酒を飲み干してしまいそうだ。蔵を出て全員で記念撮影をし、帰途へつこうとしたその時、田中さんが箱を抱えて走ってきた。

迎え酒ならぬ送り酒。田中六五を一人ひとりに渡してくださった。まさに「福岡のお土産」である。

今回、見学ツアーを受け入れてくださったの田中さんと庄島さんは「ICCに初めて参加して、僕らは遅れていると思った」と謙遜していたが、今回ツアーに参加した方々の終了後アンケートによると、全員が「最高だった」と回答している。
見学が新鮮な体験だったこことに加えて、率直なディスカッションの内容や、田中さんのモノづくりへの想いに感銘を受けた方も多かったようだ。1本お土産でいただいたにも関わらず、田中六五の美味しさにはまり、さらに大人買いして帰ったという方もいた。
帰りのLEXUSの車中、同乗させていただいたサイバー・コミュニケーションズの中 哲成さんに感想をうかがった。
「白糸酒造のブランド創りの根源に触れられたこと、参加者の方の質疑もレベルが高くて、素敵なツアーでした。やはり田中六五が美味しかったです。酒蔵を見学したのは初めてでしたが、ハネ木の下からチョロチョロとお酒が流れてくるのが、情緒がありました」
モノづくりの製造工程を見るのが好きというinahoの菱木 豊さんは、お酒で顔がすっかり真っ赤になっている。
「いや〜美味しかったですね! 何が良かったって、田中さんがすごく素敵な人でした。モノをつくる人の想いは、建物もそうですが、いろいろなところに出るなと思いました。
改めてつくる人は偉いな、そういう人たちがいい環境で働けるようにしなければと思いました。それが自分の役割なのだと、自分の仕事を考えました」
今回、ICCサミットで初開催となった酒蔵見学ツアー。酒造り以外では寡黙な田中さんが、セッションの最後で言っていた「これがないと生きていけないというようなものを造り、人の気持ちに入っていきたい。それがモノづくりの原点」という現場を、五感で十分に体験する機会となった。
会場を離れたスタディツアーでも、真剣なディスカッションがあってこそのICCコミュニティ。熱心に見学して意見を交換した参加者の皆様、「ずっと飲んでいていいですよ」と快く歓迎いただき、どんな質問にも真摯に答え、熱く語りあってくださった田中さんと庄島さんに、最後に改めてお礼を申し上げたい。

(終)
▶新着記事を公式LINEでお知らせしています。友達申請はこちらから!
▶ICCの動画コンテンツも充実! Youtubeチャネルの登録はこちらから!
編集チーム:小林 雅/浅郷 浩子/戸田 秀成
更新情報はFacebookページのフォローをお願い致します。
