
▶新着記事を公式LINEでお知らせしています。友だち申請はこちらから!
▶ICCの動画コンテンツも充実! YouTubeチャンネルの登録はこちらから!
2021年の7月、ICCサミットにいつもご参加いただいている朝霧 重治さん率いるコエドブルワリーの「COEDOクラフトビール醸造所」を、ICC一行が初訪問!埼玉県東松山市の素晴らしいロケーションに ”CRAFTED”なビール造りを日々行っている醸造所を、今回だけ特別に工場の内部から見学させていただきました。その模様をレポートします。成人の方々はビール片手に、ぜひご覧ください!
ICCサミットは「ともに学び、ともに産業を創る。」ための場です。毎回200名以上が登壇し、総勢900名以上が参加する。そして参加者同士が朝から晩まで真剣に議論し、学び合うエクストリーム・カンファレンスです。 次回ICCサミット FUKUOKA 2022は、2022年2月14日〜2月17日 福岡市での開催を予定しております。参加登録は公式ページのアップデートをお待ちください。
![]()
「Beer Beautiful」をコンセプトとするクラフトビール、COEDO(コエド)。ICCサミットや関連イベントが開催されるたびに、協同商事/コエドブルワリー 代表取締役 兼 CEOの朝霧 重治さんは、審査員やスピーカーとしてご参加いただいており、折に触れて美味しいビールを提供してくださっています。
▶「体験」と「地域性」で伝わる、モノづくりとブランドの価値〜CRAFTED NIGHT powered by LEXUS【ICC FUKUOKA 2020レポート#16】
 2019年2月のCo-Creation Nightの様子
2019年2月のCo-Creation Nightの様子
現在のような社会状況になる前は、Co-Creation NightでCOEDOビールの部屋を設けて満員御礼になるなど、ICCにとっては親しみ深く、愛されているビールのひとつで、いつか工場見学をと言いながら、埼玉県という近さからなかなか行けていませんでした。
それをついに実現したのが、2021年7月16日。登壇者の方々や運営スタッフからも有志を募り、感染症対策も万全にして一同、醸造所の最寄り駅に集合しました。タイミングも完璧なことに、当日は関東地方に梅雨明けが発表され、絶好のビール日和です!
 東武東上線 東松山駅。ビール日和の快晴!
東武東上線 東松山駅。ビール日和の快晴!
1996年に誕生したコエドブルワリーは、経営母体である協同商事(事業開始は1975年)が、有機栽培や特別栽培の農作物を扱う専門商社だったことに端を発します。朝霧さんは三菱重工に勤務していたところ、先代の社長に白羽の矢を立てられて協同商事に入社。それからビールの事業を立ち上げて、現在に至ります。
最寄り駅からタクシーに乗って10分ほどすると、工場へ到着しました。抜けるような青空に映える赤いタイルの建物です。広々としていて、周囲を高い木々に囲まれています。

エントランスを入ると、朝霧さんが一行を迎えてくださいました。ここはかつてリコーの研修施設だったそうで、ちょっとレトロな雰囲気があって素敵です。40万枚貼ってあるという赤いタイルは安価な輸入物ではなく唐津で作った国産という豪華仕様。COEDOはこの地に醸造所を2016年に移転しました。
東京から1時間半ぐらいの距離なのに、木々が青々と茂り、空気が澄んでいます。到着のときに感じた、この醸造所の外観、美しさは、ブランドムービーからもご覧いただけます。

「まずは外を見に行きましょう」という朝霧さんの提案で、inaho菱木 豊さん、ベースフード橋本 舜さん、住友生命 藤本さん、錦城護謨 太田さんらを含むICC一行は荷物を置いて外へ向かいました。歩いていくと、これが敷地内と聞いて驚く、野球やサッカーのグランドが広がっています。

この場所は元々リコーが埼玉工場を建築計画だったものの、研修センターとなったために、グランドとして使われていたといいます。かつてはなでしこジャパンもここで練習をしていたのだとか。近年も地元の野球チームや埼玉のサッカー協会が使っていたそうで、周りに立つ照明がその名残を思わせます。

コエドブルワリーの母体の協同商事は時代に先駆けた有機農産物の専門商社。そのルーツを背景に、この広大な敷地を活用する方法を朝霧さんはいろいろと考えているそうです。


朝霧さん「いまは輸入の麦を使ったビール造りをしていて、それは悪いことではないけれど、自前でも作りたい。ここは40年近くグランドでしたが、去年から種取りを始めて、去年12月から蒔き始めました。今年も蒔きます。
さつまいもは痩せた土地でも育つので植えてみたり、通常なら廃水処理で流すビール酵母を、作物の栄養になるかどうか試してみたり。トラクターも中古で買ったし、これからは自分も週1回ぐらいで農作業をやろうかなと思っています。来週から畑にいろいろすき込んで、土作りをします」
グランドの先に目を凝らすと、一列に並んださつまいもの苗が見えます。右側の苗のほうが左側より大きく、そのあたりにビール酵母を撒いたそうです。

COEDOのビールは、この地の井戸水でできています。敷地内には井戸水を汲み上げる装置がありました。
朝霧さん「そもそもクラフトビールの拠点はアメリカ。アメリカは水があまり良くないですよね。欧米人の文化は合理的なのと、水はミネラルを取ったり足したりが比較的に容易です。世界のビールメーカーは水のことをあまり言いませんが、日本人は水が好きですよね」
 地下水を汲み上げる井戸。敷地内には工場排水の処理場も
地下水を汲み上げる井戸。敷地内には工場排水の処理場も
ここからは、日本のビール、テロワールにこだわるコエドのストーリーを、見学した内容とともにお伝えしていきたいと思います。
ビール造りを始めた理由
涼しい建物の中に戻り、口当たりの柔らかい井戸水をいただきながら、朝霧さんが、ビール造りを始めた経緯やこの醸造所についてのお話をお聞きしました。
朝霧さん「ここをCOEDOの基地みたいにしようと、2016年に移転してきました。以前はここから30km東京寄りの三芳町にあり、もともとさつまいも畑のところでした。
COEDOのラインナップに『紅赤-Beniaka-』というビールがあり、それはこの土地に由来します。川越は、もともとは火山灰が降り積もった関東ローム層で、そういう土地で育つのはさつまいもぐらいしかなく、今でも農産物として有名です。
COEDOの母体は協同商事、なかでも有機農業の農作物を取り扱っています。最近でこそSDGsがありますが、農家さんでも、さつまいも等、土の中に育つものはコントロールができない、掘り出して小さい、形が悪いなどの規格外のものが約4割もあるといいます。もったいないなということで、それを使ったビール造りを始めました。
酒の業界に入ってみると、いろいろな気づきがあります。日本の冷涼な気候は酒が有名ですが、南は芋焼酎などあります。ビールの製法でさつまいもを使うこともできて、それで誕生したのが紅赤の前進である1996年当時の”さつまいもラガー”です。
▶テロワールとなるビール! 【ビール誕生秘話4本目 COEDO BREWERY 紅赤-Beniaka-編】(ジャパンビアジャーナリスト協会)
これは時代背景から、観光地のお土産だったので地ビールとして位置づけられていて、観光地のおみやげ地ビールから、クラフトビールを知ってもらう活動を始めました。
2006年から始めて15年が経ちましたが、本当の意味でローカルビールというと、地域経営、原材料から携わるようなもの。元々はそれがしたくて、グランドを畑に変えていくところを見ていただきました」

写真を見ていただいてもわかるように、元研修センターとあって、広々とした施設はプロジェクターや机などが完備されています。とはいえ、それをビール工場にするにはかなり手を入れた改修が必要だったそうで、その模様を収録した未公開の映像を特別に見せていただきました。
2016年に始まった工事では、背の高い大きなタンクを壁に穴を開けて搬入していたり、床を抜いて設置したりしています。先日見学した、伊勢角麦酒さんもおっしゃっていましたが、ビールのプラントはドイツの専門の会社に設置してもらったそうです。
▶見どころ満載! ICC KYOTO 2021の特別プログラム「伊勢角屋麦酒」ブルワリー&「おかげ横丁」ツアーを一足早く体験しました【事前レポート】
武蔵野の森の中に、静かに醸造所が出来上がっていく様子の映像は、淡々としていながらもエモく、すっかりCOEDOの世界に引き込まれてしまうものでした。工場見学への期待が高まります!
 クラフテッド・カタパルトで優勝した錦城護謨の太田さん。工場に興味しんしん
クラフテッド・カタパルトで優勝した錦城護謨の太田さん。工場に興味しんしん
醸造所は一般客の見学ルートも整備され、ファンや地元の人にもビール造りが見学できるような施設となっていますが、今回朝霧さんは、特別な提案をしてくださいました。
「今回はICCの皆さんなので、一般の工場見学ルートではなく、工場の中までご案内します」
朝霧さんを先頭に、実際にビールを造っている工場の中へ、ICC一行も潜入です!
COEDOが温泉に!?
 通路に張り出された工場の図面、断面図
通路に張り出された工場の図面、断面図
工場へ向かう通路で聞いた朝霧さんの密かな野望。それは、ここが広大な敷地を持つ元研修センターというところからインスパイアされたのかもしれません。
朝霧さん「発酵過程で出た炭酸ガスは大半を大気放出してしまいます。将来的にはそれを回収するラインを入れるのですが、それをビールに入れるだけでなく、炭酸泉としてお風呂にも入れたりしたらいいと思いませんか?
このあたりでも掘れば温泉も出るので、たとえば今日は『白-Shiro-』の炭酸泉コエド風呂とか。いつか、ブルワリーホテルができるといいなと思っています」

窓の外に見える、元の研修センターの大浴場。コエドを飲んで、コエドの湯に浸かる。その夢が実現した暁には、ICCもぜひCo-Creation Nightをやらせていただきたいです!
ビールの原料、ピルスナー麦芽
お酒の工場見学では、お酒の発酵過程に影響を与えないように、帽子、使い捨てのガウンを着用して、長靴に履き替え、手指消毒、靴裏消毒をして工場内に入ります。着替えた一同は、まずはビールの原材料となる、麦芽とご対面です。
朝霧さん「これがベラルーシからきた大麦、ピルスナー麦芽です。2〜3粒食べてみてください」
 from ベラルーシ
from ベラルーシ
「お正月に食べるお菓子みたい」「香ばしくてうまい」「おつまみにできそう」と声が上がりました。大麦の産地はこのベラルーシ以外に、カナダ、ドイツ、オーストリアなどがあるそうです。
朝霧さん「これがビールの原料になります。大麦は脱穀して、湿度、室温が整うと発芽します。最初に根っこが出て発芽すると、麦のデンプンを糖に変える酵素が生まれます。その酵素が、人間の唾液にも含まれているアミラーゼです。ゆっくり噛んでくと、アミラーゼの力でデンプンが糖に変わっていきます。
昔、お母さんがごはんはよく噛んで食べなさいと言いましたよね? お米はよく噛むと甘く感じられます。お酒の世界だと、映画『君の名は』で出てきた口噛み酒で、日本の酒造りの原型です。
アジアはカビの生えやすい気候なので、麹というカビの働きを利用してお酒を造りますが、ヨーロッパではアルコール文化が緯度と密接に関わっています。身近にある糖分からアルコールを造り、お酒にします。ぶどうの採れる地中海沿岸はぶどうからワイン、もう少し北はりんごでシードルです。
さらに北は果物があまり採れなくて、それが穀物になります。世界のビールの本場は昔、『ミュンヘン・サッポロ・ミルウォーキー』という広告があったように、寒い地方の食文化でした。
▶1958年 「ミュンヘン・サッポロ・ミルウォーキー」(SAPPORO)

日本で、大麦・小麦というと同じに聞こえますが、実はまったく違う植物です。小麦はタンパク質が多く、薄力粉や中力粉にして、グルテンの固まる性質を利用してパスタやパンにして食べます。
一方、大麦はデンプンが多くてタンパク質がほとんどないので固まらないので、ビールやウィスキーにします。酒米と同じく、でんぷんが多くて甘くなります。
それをいったん発芽させ、70℃くらいの温風でじっくり乾かすと、麦の中の酵素がアミラーゼになって、でんぷんと一体化します。これがビールのベースになります。
コエドすべてのビールに、このピルスナーモルトを使っています。
茶褐色のビールの色やフレーバーにも応用します。乾燥させる温度を少し上げて、120℃くらいにするとメイラード反応でカラメル化して、その色がべっこうあめの様な色になり、ビールに出てきます。
さらに焙煎させてコーヒーのように200℃以上にすると、最後は焦げて炭化するのでビールの原料にはならないのですが、コーヒーやチョコレートのようなフレーバー、黒ビールの色になります。
色は10%だけ濃いものを混ぜるとか、パレットで絵の具を混ぜるように混ぜます。焙煎度合いで、やろうと思えば無色透明から黒褐色まで、赤系に発色するものもあります。ビールはすごくフリースタイルなんです」
発芽させて、乾燥させた麦芽ができてあとは仕込むだけと思いきや、ここで日本酒とは違う工程があります。
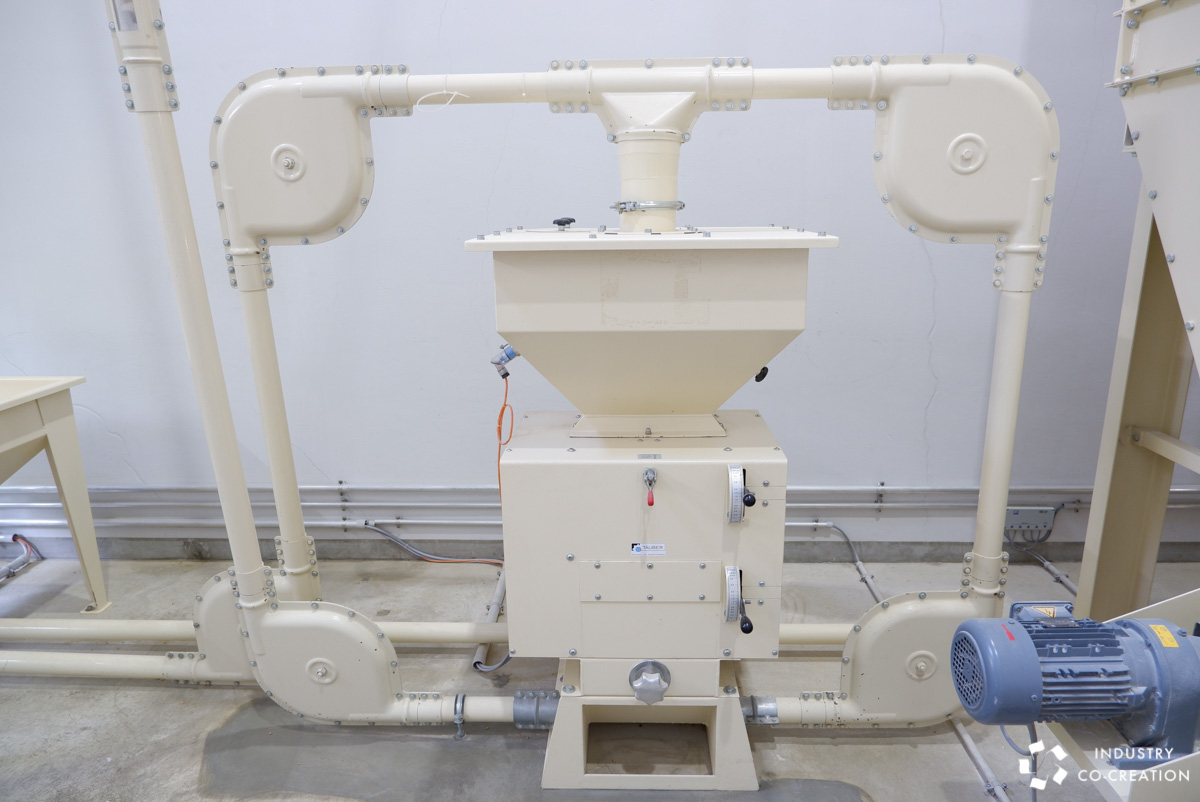 これが麦芽粉砕機。砕いた麦芽はパイプで仕込み窯に運ばれます
これが麦芽粉砕機。砕いた麦芽はパイプで仕込み窯に運ばれます
朝霧さん「日本酒は米を全部使わずに削って、麹によって分解されて溶けるのを待ちますが、欧米人の酒造りはすごく合理的です。
乾燥させた麦芽を粗挽きに粉砕して仕込みます。すると、次の工程で水に溶けやすくなり、化学反応が起きやすくなって、みるみるでんぷんが糖分になります。日本酒だと糖化に3〜4日かけますが、ビールだとそれが約1時間です」
仕込み・麦汁づくり
さらに先へ進むと、衛生区間に入るため、再度靴裏の消毒をしました。ここから先は一方通行で管理されています。大きなタンクの前に着きました。どうやらこれが仕込み釜のようです。

朝霧さん「タンクの中には63℃のお湯が張ってあり、その中に粉砕された麦の皮や麦芽が投入されて混ぜられます。63℃はアミラーゼ酵素が活発に働く温度帯で、pHが弱酸性だとみるみる活動して、でんぷんが糖になり、麦芽糖になります。
タンクの中で、そのうち重力で麦芽は沈んでいき、水分はろ過されて落ちていきます。重力だけで最初に落ちたものが一番麦汁。これだけ使ってビールを造っているのが、キリンさんの『一番搾り』です」
ちなみに「一番搾り」以降でも、おいしいビールの元となるエキスはまだまだ残っていて、麦についた糖分を回収すべくシャワーをかけて窯に戻し、狙ったアルコール度数によって、糖分率の調整をした麦汁をつくっていきます。
分解されない糖分を残すとコクがある味になり、酵母が糖分を最後まで分解させると、キレのある味、ドライという印象になるそうです。アサヒの「スーパードライ」は、徹底的に糖分を分解しきったものだそうです。
色といい味といい、酵素の力を借りながらも材料や製造の工程で、こだわりや狙いを反映させることのできるビール造り。朝霧さんが楽しそうに語る様子に、自分でも作ってみたいと思ってしまうほどです。
香りをつける その① ワールプール
仕込み樽の隣で、せっせとスコップを使って中から掻き出している人がいます。今日の担当の高橋さんが作業を行っています。
 中から出てくる固形物は熱々で、湯気が上がっています
中から出てくる固形物は熱々で、湯気が上がっています
朝霧さん「掻き出しているのは、ホップのかすです。ホップはビールのハーブで、苦味と香りをつけます。
この機械は、大きな急須みたいなもので、ワールプールといいます。熱々の麦汁がここで苦くなって、ホップを入れると熱で抽出されて、香りだけが移っていきます。中に渦ができて真ん中にホップのかすがたまるので、それを掻き出しています」
次に、左に大きなタンク、右には大きな樽が置かれている部屋に来ました。

左のタンクには井戸水が貯水されています。右の樽には、麦汁の仕込みに使い終わった麦芽が入っていました。触ってみるとちょっと温かく、湿っています。
朝霧さん「今日のものには、黒麦芽も少し入っていて、脱水機で67%に搾ったあとは牛のエサになります」
コエドは、ビール造りに使う麦芽のもみがらのカス(エコフィードといって、農水省が管理するエコロジカルな餌だそう)を牧場に100%リサイクルしているとのことで、乳牛は秩父と八王子、肉牛は東松山にある畜産農家さんに餌として提供しています。この3つの農家さんはオスの牛が生まれると融通したりしているそうです。
 見た目は肥料みたいで、独特の香りがします
見た目は肥料みたいで、独特の香りがします
発酵過程
熱気ムンムンだった部屋から一転して、ひんやりとした部屋へ来ました。見上げるような12,000リットルの発酵タンクが並ぶ部屋です。

朝霧さん「麦汁を冷やして、酵母使って発酵させています。酵母は酸素があってもなくても生きています」
このタンクの中で、酵母が苦味のついた甘い麦汁を、炭酸ガスとアルコールに分解していきます。近くにあったタンクの温度を見ると1.3℃。最終期は0℃近くまで下げ低温熟成しているそうです。下のリンクを参照すると、10℃以下の低温発酵を好む下面発酵酵母のラガー、香りの華やかなエールは15~25℃といった常温を好む上面発酵酵母によるものです。
香りをつける その② ホップガン
ロケット試作品を囲む研究者たち…といった趣ですが、これはれっきとしたビール造りの工程の一つ。小型の発酵タンク?と思いきや、これはビールに香りをつける機械だそうです。その名も「ホップガン」。

朝霧さん「ビール造りは昔からあまり変わっていない技術なのですが、これは比較的新しいものです。ホップガンといって、コールドブリューみたいに、冷たい状態で香り付けを行います。
ホップをこの中に充填して、出来上がったビールをタンクからホースで引き抜いて、この中に循環させて、アルコールに香気成分を溶解させます。大きなタンクに入れると管理が難しいので、この大きさでチェックしながら、ベストなタイミングで作業できる、仕上げ工程に変わりました」
瓶詰め・缶詰め
ビール造りを学んだあとは、瓶詰め・缶詰工程の見学です。私たち一行と一緒に、頭上のパイプではできたてのビールが瓶詰めのエリアに移動しています。もしパイプに不備があって漏れたら?「その下に行って、飲むしかないですね!」と田邊さんは間髪入れずに答えてくれました。

最初に見学したのは、瓶詰めのライン。なんとこの機械は25年も使っているため今年の冬に改修する予定で、現在の瓶詰め工程すべてを担っています。2階から出荷用の箱に入った空瓶が降ろされて、瓶が洗われたあとビールを充填、打栓のあとは、ラベルを貼り、ロボットが運んで箱に詰めます。

充填が難しいのは、瓶よりも口が大きい缶。洗ってビールを入れて蓋をするまでに、鮮度を保つ驚くべき工程があります。

朝霧さん「ビールは空気に触れて酸化すると、みるみる黒ずんで味が落ちてしまう。せっかくホップできれいな香りが付いても、酸化すると香りも損なわれてしまいます。
そこで、まずは缶の中で空気を抜いて真空状態にして、そのあとで二酸化炭素を入れます。二酸化炭素は重いので缶の底に溜まり、その下にノズルを入れて充填して、最後も缶と蓋の間に二酸化炭素の塊を入れて押し込むと、空気に触れずに酸化しません。
この工程がすごく難しいため、日本のクラフトビール、メーカー業としての難易度を上げていると思います。おいしいビールが作れても、最後の充填でうまくいかなかったりして、COEDOも長年苦しみました」
 缶の充填ライン
缶の充填ライン
一度見たら忘れないロゴやデザインのブランディングは、ICCサミットの登壇でもおなじみの西澤 明洋さん率いるエイトブランディングデザインによるもの。そのスタイリッシュなデザインの缶の中には、技術をもって美味しさを詰め込んでいるというわけです。
▶COEDO / 2006〜(EIGHT BRANDING DESIGN)
7種類のCOEDOを飲み比べ
涼しい見学ルートではなく、湯気の上がる工場の現場も見学した一行。暑いポリエチレンのコートと帽子を脱ぐと、もう喉がカラカラです。
ここからは、お待ちかねの試飲タイム。ICC参加者にもおなじみのコエドの定番ビール6種に、特別醸造のエールの1つを加えて、飲み比べとなりました。
コエドの田邊さんと朝霧さんが、試飲に合わせて各ビールの特徴&合う料理を紹介してくださったのをダイジェストでお伝えしますと……。

 写真左から、毬花 -Marihana-、瑠璃 -Ruri-、白 -Shiro-、伽羅 -Kyara-、漆黒 -Shikkoku-、紅赤 -Beniaka-、時鐘江戸俤(ときのかね えどのおもかげ)
写真左から、毬花 -Marihana-、瑠璃 -Ruri-、白 -Shiro-、伽羅 -Kyara-、漆黒 -Shikkoku-、紅赤 -Beniaka-、時鐘江戸俤(ときのかね えどのおもかげ)
・毬花 -Marihana-(緑の瓶)
「まりはな」とはホップの和名。開栓したての素晴らしい香りは、ホップガンで追いホップのように再度香りをつけるため。蒸し暑い夏にぴったりの、ごくごく飲めるアルコール4.5%。柑橘系とよく合い、レモンを搾った生牡蠣などと好相性。
・瑠璃 -Ruri-(青の瓶)
粉砕麦芽がシングルモルトのベースモルトのみ。「シチリアンゴールディングボベック」というお花のような香りをもつアロマホップを使用。アルコールは5%。これと「漆黒」と「白」が、ドイツのスタイルのビール。
・白 -Shiro-(白の瓶)
ホップ無濾過のため若干白濁していて、酵母入り。混ぜて飲むとフルーティーな酵母の香りが立ち上がる。スモークサーモンや燻製とよく合い、日本酒のあてになるようなおつまみと合わせても美味しい。小麦を50%以上使用。アルコールは5.5%。南ドイツのスタイルのビール。
・伽羅 -Kyara-(茶色の瓶)
キャラメリゼされた麦芽、甘みとコクのあるスペシャルティモルトを使用しており、少し褐色みと甘みがある。ソーヴィニヨン・ブランのような白ぶどうのような香りのホップを使用し、肉料理にぴったり。アルコールは5.5%。
 左がニュージーランド産のネルソンソーヴィンのホップのペレット。現物は強烈な香りです
左がニュージーランド産のネルソンソーヴィンのホップのペレット。現物は強烈な香りです
・漆黒 -Shikkoku-(黒の瓶)
モルトの10%弱でブラックモルトを使用しているため、濃い色と香ばしい香りが特徴。黒ビールでもラガーなので、見た目に反して軽やかな飲み口です。まろやかな味わいは、デミグラスソース、カレー、煮込み料理や香ばしい炭火焼きと合う。アルコールは5%。
・紅赤 -Beniaka-(赤の瓶)
コエドのスタート地点であるさつまいもを副材料として使用したエール(そのため日本の酒税法上は発泡酒)。香ばしい甘みの秘密は焼き芋をペーストにしたものを使っているためで、麦芽とさつまいもを糖化させて麦汁をつくる。こだわりは複雑な味をさらりとビールにまとめあげるホップのアロマ感。アルコールは7%。
・時鐘江戸俤(ときのかね えどのおもかげ)(缶)
2021年7月7日に発売されたばかりで、埼玉県川越市の米と、なんと麹を使ったジャパニーズスタイルのIPA。現在人気のある、香りを強調したスタイルで、糖度はゼロに近く味わいはドライ。キレた味わいの中にゆずの香りが潜む。
▶【UKIYO-E PROJECT×COEDO】「時鐘江戸俤(ときのかね えどのおもかげ)」(Japanese Style Brut IPA)発売のお知らせ

それぞれの味の違いに驚きながら、解説に感心し、ビールを味わう一行。途中で朝霧さんが、醸造所で栽培しているホップの蔓から摘んできた松かさのような形の花を持ってきてくださいました。花びらの奥のほうにあるルプリン(粒状の樹脂)匂いをかぐと、びっくりするほどビール!の香りがします。
-

- ホップは摘んでから48時間以内に使わないと嫌な匂いになってしまうそうです


 ビールに使うホップは雌株のみ。受粉するときに昆虫を誘い出す香りなのだそう
ビールに使うホップは雌株のみ。受粉するときに昆虫を誘い出す香りなのだそう
 inaho菱木さんが注目した栓抜きは、朝霧さんイチオシのFUTAGAMIという真鍮ものづくり企業のもの
inaho菱木さんが注目した栓抜きは、朝霧さんイチオシのFUTAGAMIという真鍮ものづくり企業のもの
 ビールの色を見るときは、こうやってグラスを宙にかかげるといいとのこと
ビールの色を見るときは、こうやってグラスを宙にかかげるといいとのこと
 住友生命の藤本さん、ベースフードの橋本さん。新しい味の企画をどうやって考える?など、質問が止まりません
住友生命の藤本さん、ベースフードの橋本さん。新しい味の企画をどうやって考える?など、質問が止まりません
朝霧さんは私たち素人にもわかりやすく、興味深い例をとりながらビール造りについて解説してくださいました。それはご自身がまったくの異業種からの転身でビール造りを始め、生じた疑問や面白さをそのまま伝えてくださったからだと思います。
単なる土産物の地ビールにとどまらず、スタート地点のさつまいもからビールとして成立することにこだわり、本場のドイツからブラウマイスターを呼んで、5年間一緒にビール造りやいい材料の仕入れルートの開発などを行ったそうです。ドイツの伝統と日本の職人技をかけ合わせた緻密なものづくりが、いまのCOEDOのラインナップに結実しています。
COEDOは、さまざまな”変わり種ビール”に挑戦しているイメージもあるかもしれません。最近ではプルーンを使った「「夏燦々-Natsusansan-」(Fruit Ale)」、梨を使った「夏果 -Natsuhate -2021 」、過去にはコーヒービール「織香 -Worka-」など、遊び心とうまさを両立させたビールを次々に生み出しています。NECとのコラボビールも話題を呼びました。
▶NECとコエドブルワリー、雑誌記事をAIで分析し世代の特徴を表現したクラフトビール「人生醸造craft」を開発(NEC)
この東松山のCOEDOクラフトビール基地には、研究所のようなアカデミックな雰囲気と同時に、なんでもありな発想を許容する懐の深さが感じられます。この醸造所見学では、それを五感で感じられますし、COEDOのボトルと醸造所のイメージが重なるという、ブランドの強さにもしびれました。
野菜の畑の連作障害の対策として作られ畑に漉き込まれていた大麦、そして地元名産のさつまいもから生まれた川越産のビールは、いまや世界で賞を獲るまでになっています。近年のキーワードとして「SDGs」「グローカル」が言われていますが、母体の協同商事から続くそのDNAを、COEDOはしっかりと受け継いでいます。

以前は「学校」をコンセプトにした「COEDOクラフトビール醸造所」見学ツアーや、「COEDOビール祭り」、広い敷地を活用したキャンプイベントが定期的に開催されており、少し検索しただけでも、楽しそうな体験の記事がたくさん見つかります。そんな日々が早く戻ってくることを願わずにはいられません。
 撮影時のみマスクを外しています
撮影時のみマスクを外しています
今回見学を受け入れてくださった朝霧さん、COEDOの皆さま、ご参加いただいた皆さま、どうもありがとうございました! 東松山のCOEDOクラフトビール醸造所から、浅郷がお伝えしました。
(終)
▶新着記事を公式LINEでお知らせしています。友だち申請はこちらから!
▶ICCの動画コンテンツも充実! YouTubeチャンネルの登録はこちらから!
編集チーム:小林 雅/浅郷 浩子/戸田 秀成
更新情報はFacebookページのフォローをお願い致します。
