
▶新着記事を公式LINEでお知らせしています。友だち申請はこちらから!
▶ICCの動画コンテンツも充実! YouTubeチャンネルの登録はこちらから!
6月某日、ICCサミット数々のセッションに登壇いただいている井手 直行さん率いるヤッホーブルーイングを初訪問しました。ICCサミットやイベントでも大人気の「よなよなエール」が造られる工場と、200人が楽しそうに働くオフィスを見学した模様をレポートします。ぜひご覧ください。
ICCサミットは「ともに学び、ともに産業を創る。」ための場です。毎回300名以上が登壇し、総勢900名以上が参加する。そして参加者同士が朝から晩まで真剣に議論し、学び合うエクストリーム・カンファレンスです。 次回ICCサミット KYOTO 2022は、2022年9月5日〜9月8日 京都市での開催を予定しております。参加登録は公式ページをご覧ください。
ICC軽井沢出張2日目は、ICCが愛するビールのひとつ、ヤッホーブルーイング訪問です。これまで何度か話は出ていたのですが、タイミングが合わずについに今回、訪問が実現しました。晴天の金曜日、緑の中を佐久醸造所へ向かいます。

地図通り進むと、突然大きな工場が現れました。大きな工業団地!?

なんと、近づくとこれがヤッホーの佐久醸造所だったのです!

入り口から入ると、正面には今までの受賞がひと目でわかるメダルがずらり。左手にはバーのようなビールカウンターがあります。


この日、残念ながらてんちょこと井手 直行さんは不在だったのですが、ICCサミットにご参加いただいたもーりーこと森田 正文さん、運営スタッフのバリスタとして活躍しているモカこと下川 泰弘さん、みーしーこと清水 俊介さんにご案内いただきました。
面白い製品、サービスを生むための組織開発
工場をご案内いただく前に、ICC一行はヤッホーについて情報をインプット。実は今回の訪問は、ICC KYOTO 2022のD2C & サブスクカタパルトに登壇するコーラ小林さんこと伊良コーラの小林 隆英さんの見学に、私たちが便乗した形。伊良コーラは現在瓶で提供しているため、缶詰めの現場を見て学びたいとのこと、工場見学でも質問を連発していました。
ヤッホーブルーイングがただ造るだけの製造業でなく、ビール文化の革命を目指していることは、過去さまざまなメディアで”てんちょ”が語ってきているので目にしたこともあるかもしれません。「ビールに味を!人生に幸せを!」をミッションとして生まれた「よなよなエール」は、今年で発売25周年を迎えました。
▶「よなよなエール」発売25周年(ヤッホーブルーイング)
1994年にビールの酒税法改正で、6万リットルという小ロットからの製造が可能となり、1997年に創業したヤッホーブルーイング。ビールの製造が大手4社によって占められていたところへ、個性的でさまざまな味わいのあるクラフトビールを広げてビール市場を盛り上げようと、日夜ビール造りに取り組んでいます。
現在2兆円弱というビール産業のマーケットは縮小傾向で、コロナ禍の影響もあり、それが2〜3年分早まってしまったといいます。その一方でヤッホーは19年連続増収。いまだ98~99%が大手で、クラフトビールメーカーの市場シェアはわずか1~2%とのことですが、そのなかでもヤッホーは頭ひとつ抜けている印象です。
その強みは、独特の組織文化。現在社員数は200名となり、日本における「働きがいのある会社」ランキングの中規模部門で、製造業ながら6年間連続受賞しています。
▶2022年版 日本における「働きがいのある会社」ランキング ベスト100 とは?(Great Place To Work)
「本当に売上につながるのか?と言われつつ、ここまでコストをかけて、組織開発をするところはないと思います。その狙いは、働きがいのある会社にして、楽しい社内の雰囲気から、面白い製品、サービスを生むことです。
▶3. ヤッホー“てんちょ”井手さん「売上が伸びているときにカルチャー作りに着手しよう」
一般的なクラフトビールはすべて自前でやることにこだわりますが、僕たちはキリンビールと提携しています。製造、工業的な部分はキリンビールさんにお願いして、僕たちは作業に追われないようにして、考えるところ、お客様に楽しんでいただくところに集中しています」

8店舗の公式ビアレストランがあり、流通企業の本社も多い東京と軽井沢で営業担当をほぼ同数置き「局地での事例を作って波及効果を狙う」と、地元軽井沢に集中。そのため、繁忙期には日商1億円を超えるといわれるスーパーツルヤ軽井沢店では、クラフトビール売り場が非常に充実しており品出しをしているそばから同じスピードでビールがどんどん売れていくのだとか。
個性的なビールを生み出すほか、最新の話題は北海道日本ハムファイターズとのボールパーク内ブルワリーの取り組み。みーしーさんによると、球場内に醸造所を作り、ゲームを見ながら造りたてのビールが飲めるとのこと。うかがった話では内装もかなり凝っており、よなよならしいユニークなものが期待できそうです。
▶世界初!フィールドが一望できる球場内クラフトビール醸造レストラン「そらとしば」開業します(よなよなの里)
「よなよなエール」はこうして作られる
さて、ここからは工場見学を写真中心でお伝えしたいと思います。片面がガラス張りで自然光の入る工場2階。大小さまざまな大きさのタンクが並んでおり、仕込みの作業が行われています。
仕込みの水は、地元長野県佐久の浅間山水系の水を使っていて、これが硬水。ヤッホーのビールがボディがあって飲みごたえがあると言われるのは、この硬い水に由来するところも大きいのだそうです。造る上では軟水のほうがミネラル添加できるため扱いやすいのだそうですが、佐久醸造所では硬水を活かしています。

「1仕込みで約2トンの麦芽を使います。粉砕した麦芽と水を大きなタンクに入れて混ぜ合わせ、でんぷんを糖分に分解させます。分解が終わったら、ろ過槽からこした麦汁を集めます」
その一番麦汁がいわゆる「一番搾り」、分解されたもろみには、まだまだ糖分がたっぷり残っているため、二番麦汁以降も搾っていきます。この大きさのタンクで1万リットル、24缶入りのケースが1,000箱分できるのだそう。
加熱した麦汁は煮沸され、その中にホップを投入して香りを移してビール特有の香り付けをし、その後ワールプールというタンクの中で洗濯機の水のごとくグルグルと回り、遠心分離の法則で中心にホップ、外側はきれいな麦汁が分かれていきます。ここまでがビールの仕込みの過程です。
なお、ホップはアメリカ・ワシントン州ヤキマ産を中心に、5〜6種類をブレンドして使っています。原料のホップを嗅がせてもらうと、柑橘やグレープフルーツのような、ちょっと甘くて酸味のある”よなよな”の香りがしました。

この施設はすでに25年がたっているため、修繕しながら使っているといいます。クラフトビールで、年産6万リットルから始められたというのに、すぐにも量産可能なこの規模だったというから驚きです。
もーりーさん「 ヤッホーを創業した星野 佳路(星野リゾート代表)が、一気呵成にやらないと、カルチャーはできないと最初から大型投資したんです。だから創業からこの場所で、この規模。今となっては英断ですよね」
▶ヤッホー社長が語る廃業危機 星野リゾート社長の一言で涙の発奮(日経XTREND)
2万リットル、巨大な発酵タンク

次に、タンクが並ぶ部屋にやってきました。麦汁と酵母を合わせてビールに変化させる一次発酵タンクが4本、二次発酵タンクが10本あり、その隣の部屋にも熟成タンクが12本。1つのタンクが2万リットル入りで、2回仕込んだ分を1本のタンクに入れて発酵させます。2階フロアから降りたビューがこちら。2万リットル発酵タンク、巨大です!
▶ビールづくりでよく聞く「酵母」って何?(よなよなの里)

もーりーさん「 うちは上面発酵ビールで、発酵温度は20度ぐらいと高め、10日〜1週間ぐらいかけて発酵させます。対して大手は5〜10度ぐらいで約1カ月かけます。
大手はラガーで低温じっくり発酵で、キレのある味を作りたい。僕らはエール。個性的で、いろいろな温度帯、酵母、ホップでいろいろなものを作りたいんです」
上面発酵だと酵母の活性が高いため、エステルというフルーティーな香気成分がもたらされるそうです。
▶「エール」と「ラガー」の違いとは?ビールの多彩な種類を知って、好みの味を楽しもう(tenki.jp)
市場の99%を占めるラガーのほうが消費者に受け入れられやすく、大量生産大量消費に向いています。一方で多様で個性的なエールは大手にとって選択することが難しい。それを逆手にとって、個性的なビール造りをしているのがヤッホーのようなクラフトビールメーカーです。
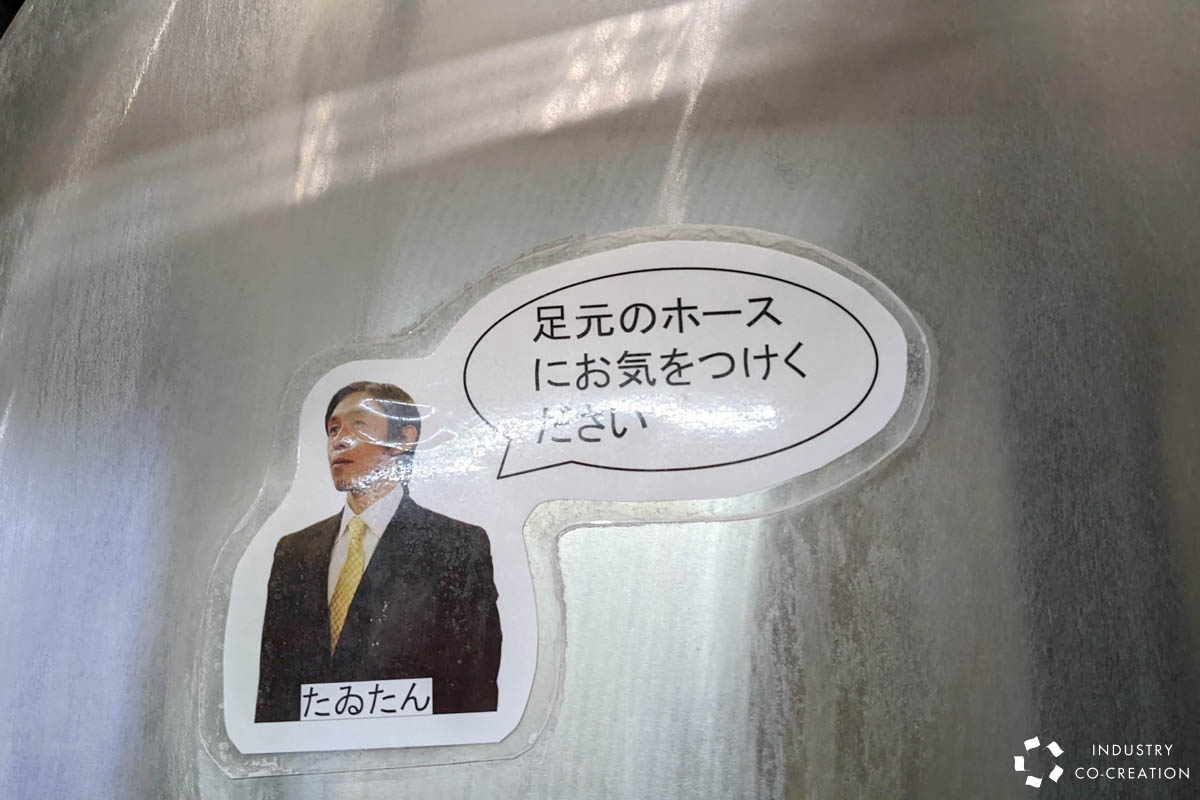
工場見学しているときにも、一風変わっていながらも楽しげな、よなよなのカルチャーを感じる場面がそこここにあります。「高温注意」という文字だけでは見過ごしてしまいそうですが、こうやって顔写真を貼ったコメントだと、思わず目が行きますよね。これは実際の注意効果も狙った試みだそうです。

寒〜い! 熟成タンクの部屋

もーりーさん「 ここでは冷やした状態で10日間〜2週間ぐらい貯蔵します。するとビールの荒々しいところがなくなります」
冷やしているのは、これ以上発酵が進んでしまわないようにするため。そこにもビール造りのこだわりがあります。
次の部屋に移動すると、船底のような密室に大きなタンクの下部が並んで見えます。外側から見た8本並ぶ巨大タンクの底の部分で、この1本にはなんと4万リットルが入っています。

もーりーさん「 2014年に約4億投資して、設置しました。タンクが巨大なため、上層・中層・下層に分けて冷やせるようにしています。発酵で温度が上がった液体が上がってくるので、上層だけを冷やすと液体は下に降りていき、対流が生まれます。
どのくらいの頻度で対流を作って冷やすか、発酵の長さをコントロールするために、3層に分けて冷やせるようにしていて、それが僕らがこだわっているところです」
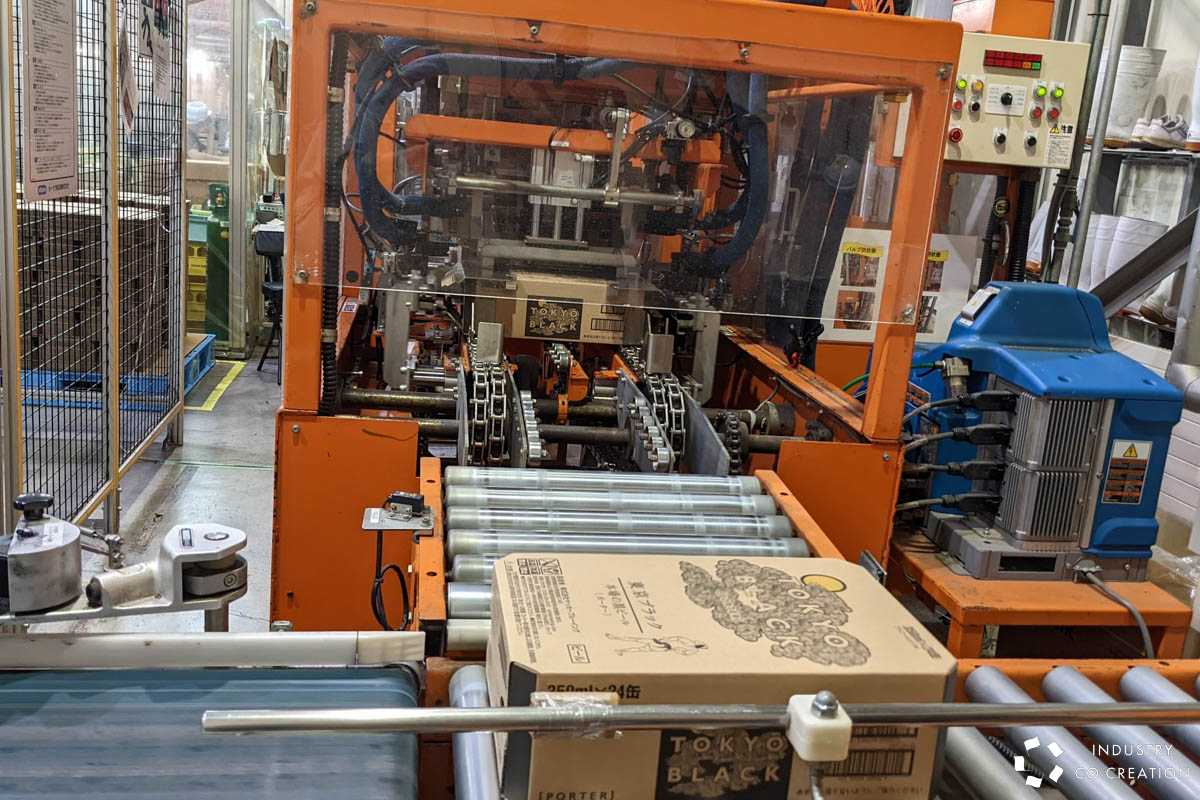
缶に充填&パッキング

ビールのパッケージをしている部屋に入ると、ベルトコンベアに「東京ブラック」の缶が次々と流れ出てきました。ビールはキンキンに冷やしていないと充填できないのと、酸化を防ぐために充填室の中で充填され、蓋が閉じられます。

24本が1箱のダンボールに納められて出荷されますが、直前までキンキンに冷えていたビールは、当然ながら外気と温度差があり、結露ができてしまいます。

するとダンボールが濡れて弱くなってしまうのは容易に想像できますよね? それを防ぐために、一瞬温めて常温にしてから箱に入れるそうです。これにて全行程見学終了!
最後はビールを入れる前のビール空缶(くうかん)の前で、みーしーさん、コーラ小林さん、もーりーさん、モカさんとICC一同記念撮影です。

ヤッホーブルーイング本社、御代田醸造所へ

今回、佐久醸造所から車で10分ほどの本社も特別に見せていただくことができました。ここでは200人が働くオフィスに、規模の小さい醸造所が併設されています。看板、広大な駐車場と大きな平屋建ての建物に、元はパチンコ屋だったという面影が見えます。
▶新拠点!「御代田醸造所」をご紹介します(よなよなの里)

オフィスに入って、驚きました! 広大な体育館のようで、職員室のようでもあります。オフィス内を行き来するだけで運動になりそうな広さです。フラットな組織文化というのが、言うまでもなく伝わります。真ん中は仕切りのないワークスペース、壁側には、パーテーションで区切られた打ち合わせスペースがあります。

私たちの来訪が伝えられると、仕事中にも関わらず、みなさんが立ち上がってくださいました。

以前、ICC一行でビールを愛する人のための”大人の文化祭”「超宴」にうかがったことがあるのですが、そのときの雰囲気を思い出しました。ビール好きならみんな大歓迎という、オープンで明るい雰囲気です。皆さんの顔がにこにこしているので、こちらも笑顔になってしまいました。
▶”よなよなエールの超宴”でブランディングの真髄を体験!井手さん、運営スタッフみんなで乾杯してきました【活動レポート】
社内には楽しんじゃえ!という雰囲気がむんむんしています。話題を集めた「先輩風壱号」や、働いている一人ひとりの顔が見えるものが多々ありました。ここでスタッフのみなさんは朝8時半に集まり、仕事の話抜きの”雑談朝礼”をしてから、毎日仕事をしています。


偶然にも「超宴」がきっかけで、ICCサミットでワークショップを開催してくださることになったヤッホーの ”エア社員” 仲山 進也さんがオンラインMTG中で、画面越しにICC小林が挨拶する場面もありました。
▶満員御礼!「『よなよなエール』も実践!仲山進也のチームビルディング講座ワークショップ」で体験した、チーム作りの要諦とは【ICC FUKUOKA 2019レポート#7】
オフィス隣の棟には醸造設備があります。ここは研究開発拠点の役割もあり、限定ビールを作ったりしているのだそうです。

2020年の9月にこの地に拠点を移したヤッホーブルーイング。ピカピカのタンクには「YOHO BREWING」のロゴが誇らしげに光っています。自分たちこそが、他にはない美味しいビールを造ってみせるんだ、その心意気をビールに注入するんだ、と言っているようでした。

見学中に質問を続けていたコーラ小林さんが「企業秘密はないのですか?」と尋ねました。とんがった味にとんがったデザイン、独特のネーミング。ヤッホーブルーイングのビールからはこだわりしか感じないのに、聞けば何でも教えてくれるのです。
もーりーさんは、「聞かれたら何でも答えますし、秘密はほとんどありません」と答えました。
その理由は「情報をシェアして、みんなで美味しいものを造って、クラフトビール業界やマーケットが大きくなればいいじゃないですか」とのこと。知ったからといって一朝一夕に真似できることではありませんが、そんなスタンスにもオープンでハッピーなブランドイメージが満ち満ちていました。
もーりーさん、モカさん、みーしーさん、ヤッホーブルーイングの皆さま、見学を受け入れてくださってどうもありがとうございました。引き続きICCサミットでは、「よなよなエール」で乾杯させていただきたいと思います。以上、タンクから直接、一番新鮮なビールをいただいて、すっかりご機嫌になった浅郷がお送りしました。
(終)
▶新着記事を公式LINEでお知らせしています。友だち申請はこちらから!
▶ICCの動画コンテンツも充実! YouTubeチャンネルの登録はこちらから!
編集チーム:小林 雅/浅郷 浩子/戸田 秀成
