
2月19日〜22日の4日間にわたって開催されたICC FUKUOKA 2024。その開催レポートを連続シリーズでお届けします。このレポートでは、前後編で、2月20・21日に開催された第2回「SAKE AWARD」の模様をお伝えします。こちら前編では、10組が決勝トーナメント進出をかけて戦った予選ラウンドの詳細をレポートします。ぜひご覧ください。
ICCサミットは「ともに学び、ともに産業を創る。」ための場です。そして参加者同士が朝から晩まで真剣に学び合い、交流します。次回ICCサミット KYOTO 2024は、2024年9月2日〜9月5日 京都市での開催を予定しております。参加登録は公式ページをご覧ください。
▶後編はこちら
地元文化への愛に乾杯! 第2回SAKE AWARD優勝の池原酒造が魅せた泡盛の魔法(後編)
ノンジャンルの酒コンペ、再び

半年前の京都で、これ以上はないというほど盛り上がったSAKE AWARD。初回の戦いのあまりの熱さ、真剣さに打たれ、これを超えることはないのではと思われたが、はたして2回目も、前回に劣らぬ熱さと、新たな酒との出会いと、驚きに満ちたものとなった。
▶️【前回開催のレポート】“世界で一番熱い”酒コンペティション、SAKE AWARDがICCに吹き込んだ新風

DAY1の予選では、「美味しさ」「製法へのこだわり」「ブランディング」「想いへの共感」を評価軸に、10組の出場者が6組に絞られ、部門賞が発表される。今回も酒に熱い想いをもつ審査員たちがこの10組のテーブルをまわって話を聞き、酒を飲み、審査する。


ディフェンディングチャンピオンである、稲とアガベの岡住 修兵さんを含む10組のスピーチは気合い十分。聖火ランナーのように、岡住さんがこのアワードの炎を今回の9組に着火したような勢いだ。このアワードで自分たちは何を伝えたいのか、語られた内容を紹介しよう。
登壇10組の意気込み
稲とアガベ 岡住 修兵さん 前回SAKE AWARDチャンピオン、稲とアガベの岡住です。大会後に(ICC代表の小林)雅さんが「SAKE AWARDはディフェンディングチャンピオンがいるような形式でやりたいんだよね」と言っていて、それを聞いて「えっ、俺また出るの?」と(笑)。
絶対嫌だと思っていましたが、優勝した後、視座がむちゃくちゃ上がりまして、産業を創り、社会を変えるためには常にチャレンジャーであり続けないといけないと思い、今回もチャレンジすることを決めました。チャンピオンを全く譲る気はないので、皆さんかかってきてください。絶対優勝します!

Whiskey&Co. 大森 章平さん 我々のウイスキー、日本でこのウイスキーの文字を使っているのは僕らだけなんです。日本のウイスキーは基本的にスコットランドから勉強して、最後の語尾の、僕らの「key」のところが「ky」なんですよね。
僕らの「key」が何かと言うと、アメリカのバーボンスタイルのウイスキー、固有のスペルです。
100年の歴史の中で初と言うとちょっと語弊がありますが、僕らは日本で初めて、アメリカンスタイルのバーボンテイストのウイスキーにチャレンジをします。ウイスキーは時間がかかります。完成品ができるのは3年後ですが、 3年後世界一を獲る前にここで日本一を獲りに来ました!

OPEN BOOK 田中 開さん 皆さん、こんにちは。新宿のゴールデン街からやってまいりましたOPEN BOOKの田中と申します。新宿のゴールデン街を知らない人に一言で言うと、新宿の大きい灰皿でございます。こんな栄えある場所に出場できて大変光栄です。
(一同笑)
うちは飲食店がスタートで、レモンサワーを出している店です。今日は店からバーテンダー2人も連れてきています。レモンサワーはこだわってみると、日本のいろんな文化を知れたり、生産者さんと繋がれたり、そういったことを通じて世界に発信できる、すごく面白いプロダクトだと感じています。今回は4つのレモンサワーでその世界観を語れたらと思っています。

津南醸造 鈴木 健吾さん 津南醸造蔵元の鈴木 健吾でございます。今日は3つお伝えしたいと思います。
1つ目、津南醸造という蔵は300人の地域の株主で建てられた、地域の課題解決に根差した蔵で、近代的な蔵です。2つ目、20年間ミドリムシの研究をしてきた私は博士号を2つ持っております。医学博士と農学博士、これが代表をしています。
3つ目は、この2つが合わさると新しい、サステナブルを超えた、リジェネラティブ、再生可能な酒造りができるんじゃないかなと。シンギュラリティの片鱗を私たちのブースでぜひ味わっていただきたいと思っています。

エシカル・スピリッツ 小野 力さん 我々は東京蔵前を拠点に、未活用資源からクラフトジンを造ることを主にしている蒸留酒ベンチャーです。酒粕の有効活用からなぜクラフトジンまで広げたのかを、今回4種のエシカルジンでお伝えできればと思っております。
僕らはいつも思うんです、未活用は可能性だと。廃棄されてしまうものや、未活用の素材が考えもしなかった美味しさ、香り、輝きを持つ。皆さんが普段飲まれるお酒が未活用資源の利用でちょっとだけ世界に還元できている社会って素晴らしいと思いませんか? ぜひ応援よろしくお願いします。

天盃 多田 匠さん 地元福岡で明治31年より焼酎造りをしており、私で5代目になります。5代にわたって125年をかけて、先人たちが造り上げてきたもの、それを皆さんにぜひ感じていただければと思っています。
全く新しいクラフト焼酎、クラフトマン多田というペアリングをテーマにしたものをご準備しています。明日は我々の新しい挑戦も感じていただけるようなものを準備しています。

伊東(敷嶋) 伊東 優さん 前回のSAKE AWARDはゲスト審査員としてこの盛り上がりを見ていて、心底悔しかったです。そこで(ICC小林)雅さんに直訴をして、この場に立たせていただいております。
うちの蔵は天明8年1788年創業、僕は9代目です。2000年に廃業しましたが、 2021年に復活させました。敷島という本当に美味い酒を造っていたのに、それが潰れて無くなったことが悔しかったからです。地元の知多半島にも同じことが言えます。知多は食が本当に豊かで、醸造も盛んで、世界と戦える場所ですが誰も知らない。それを伝えるのはうちなんじゃないかと思っています。
ペナシュール房総 青木 大成さん 私たちは千葉県南房総でかつて作られていたサトウキビを、耕作放棄地を活用して独自の自然栽培で復活させて、世界でも希少なラムを造っています。また、サトウキビのゼロエミッションを目標にサステナブルな地域事業も展開しています。
古民家を改装した房総大井倉蒸溜所にはハイブリッド蒸留器と釜を改造したオリジナルの蒸留器を設置して、世界のあらゆるラムを造れるようにしています。日本では認知が少ないラムですが、世界では圧倒的な消費量、生産量を誇るお酒で、スイーツへの活用なども多様化しています。
そんなラムの多様性、原材料から全て手がけて造るお酒のすごさをぜひ皆さんに味わっていただきたくて、最高のラインナップを用意しておりますので、ラムを思う存分楽しんでください。

ぷくぷく醸造 立川 哲之さん 福島県の南相馬市小高という原発から17kmの地点で創業、クラフトサケと日本酒を造っております。自分はもともとユーグレナに新卒で入り、その後前回このアワードに出場したhaccobaのCTO、醸造責任者も務めています。
学生時代から東北の魅力や、日本酒の魅力をずっと伝え続けてきました。今日は皆さんにそれを存分に伝えていけるように頑張ります。ユーグレナCTOの鈴木(健吾)さんとクラフトサケの稲とアガベには負けられないので頑張ります!

池原酒造 池原 優さん 石垣島から来ました、白百合という泡盛を造っております。うちの酒蔵は赤瓦で作られていて、全てオーダーメイドの設備、蒸し器、蒸留器で、「白百合」という泡盛の独特な風味を醸し出しています。
酒蔵を継いで新しい挑戦をしたいと思い、60年ぶりに新商品を出しました。それが世界で認められつつあります。まだまだ知られていない泡盛ですが、世界一シンプルな製法だけど世界一複雑で濃厚な泡盛を今日は用意してきました。ここICCサミットのSAKE AWARD、福岡から世界に「白百合」を発信していきたいです。皆様ブースでお待ちしております!
事前に提出された資料を見ると、今回のSAKE AWARDは、各酒造ともペアリングにも一段と力が入っている。挑戦者に送る拍手が終わると、10組は足早にブースに戻って準備を始めた。
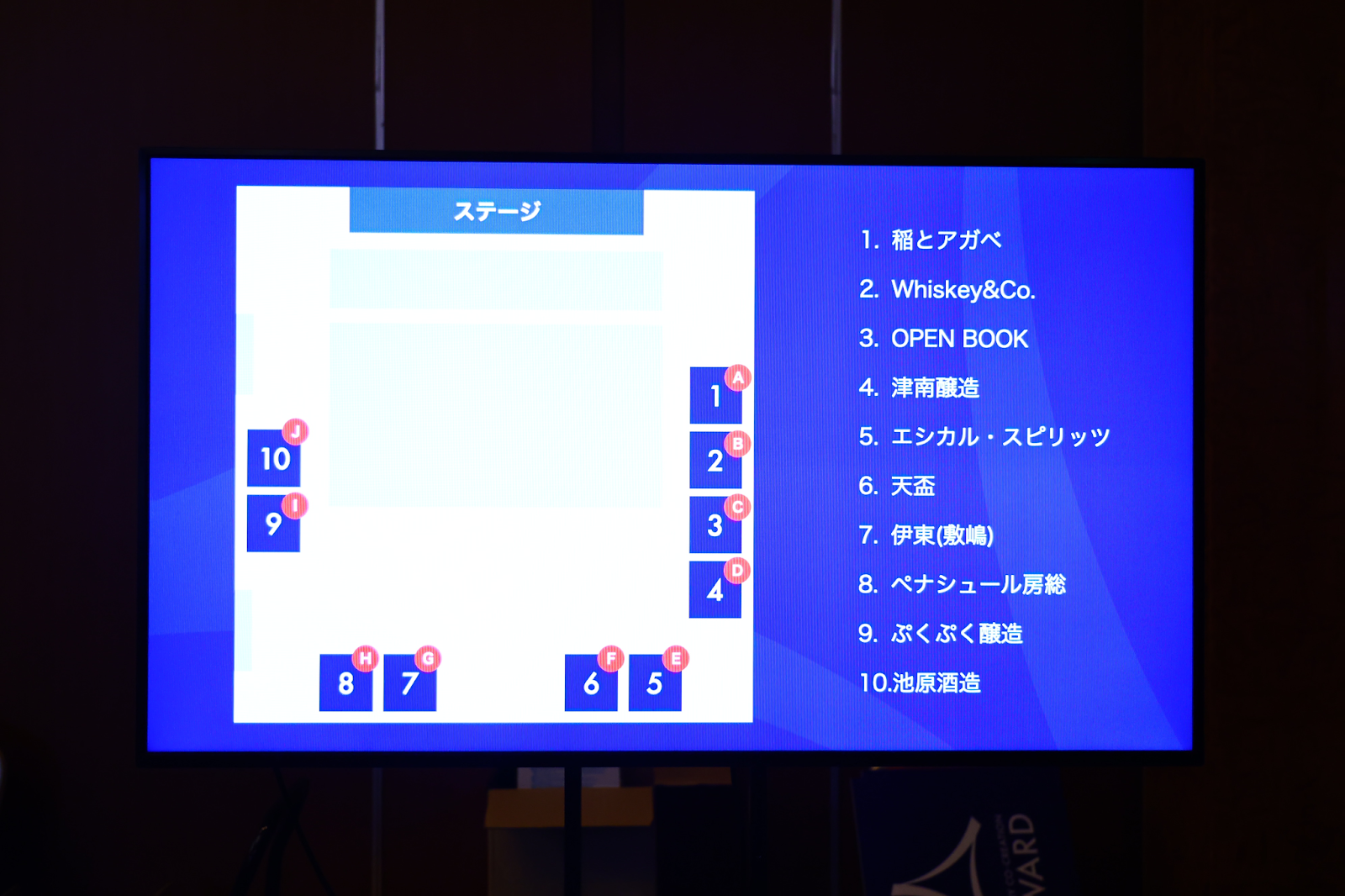
会場レイアウトはこのような感じだ。初日の予選では決勝に進む6組と、部門賞が決定する。駆け足になるが、予選ラウンド・部門賞の結果と、どんなお酒が出て、どんなプレゼンが行われたか写真と共に紹介していこう。
DAY1 10組中6組が選ばれる予選トーナメント
【決勝トーナメント2位通過】稲とアガベ / DOBUROKUホップ
「ブランディング」部門 2位、「想いへの共感」部門 3位受賞




ホップを使用した「DOBUROKUホップ」を提供した稲とアガベ。ICCではすでに説明不要、前回チャンピオンの岡住さんが熱弁をふるう。相棒の熱燗DJつけたろうさんも前回に続いて再登場だが、この日はサービングのみ。
「我々は日本酒技術をベースにクラフトサケという新たなジャンルをジャンルごと作っている醸造所です。米と麹に加えてハーブやフルーツを加えて造った新たなお酒です。この酒はホップを使ったお酒で、ホップ由来のマスカット、ライチみたいなフレーバーが特徴のどぶろくです。
このホップのどぶろくは別に新しい製品ではなくて、実は農家さんが代々継承してきた昔からある文化で、『諸国どぶろく宝典』という書物に載っている”花酛”(はなもと)という製法です。
僕たちの商品作りは文化と文化を融合することを大事にしています。もともとあった文化をリスペクトしながら現代ナイズした新しいものを作るということ。そうすることによって日本酒好きだけでなく、新たな顧客層にリーチできます。
お米をあまり磨かないことも大事にしています。精米具合は90%ぐらいで、食べるお米ぐらいにしか磨かずにこの酒を実現しています。そのお酒を高く売り、ステークホルダーにしっかり還元します。米農家さんから来た見積もりの倍の値段で僕たちはお米を買ったりしています。
お酒は地域のメディアだと我々はとらえています。この考え方をベースにまちづくりをやっている企業でもあります」
Whiskey&Co. / WATER DRAGON SPIRITS


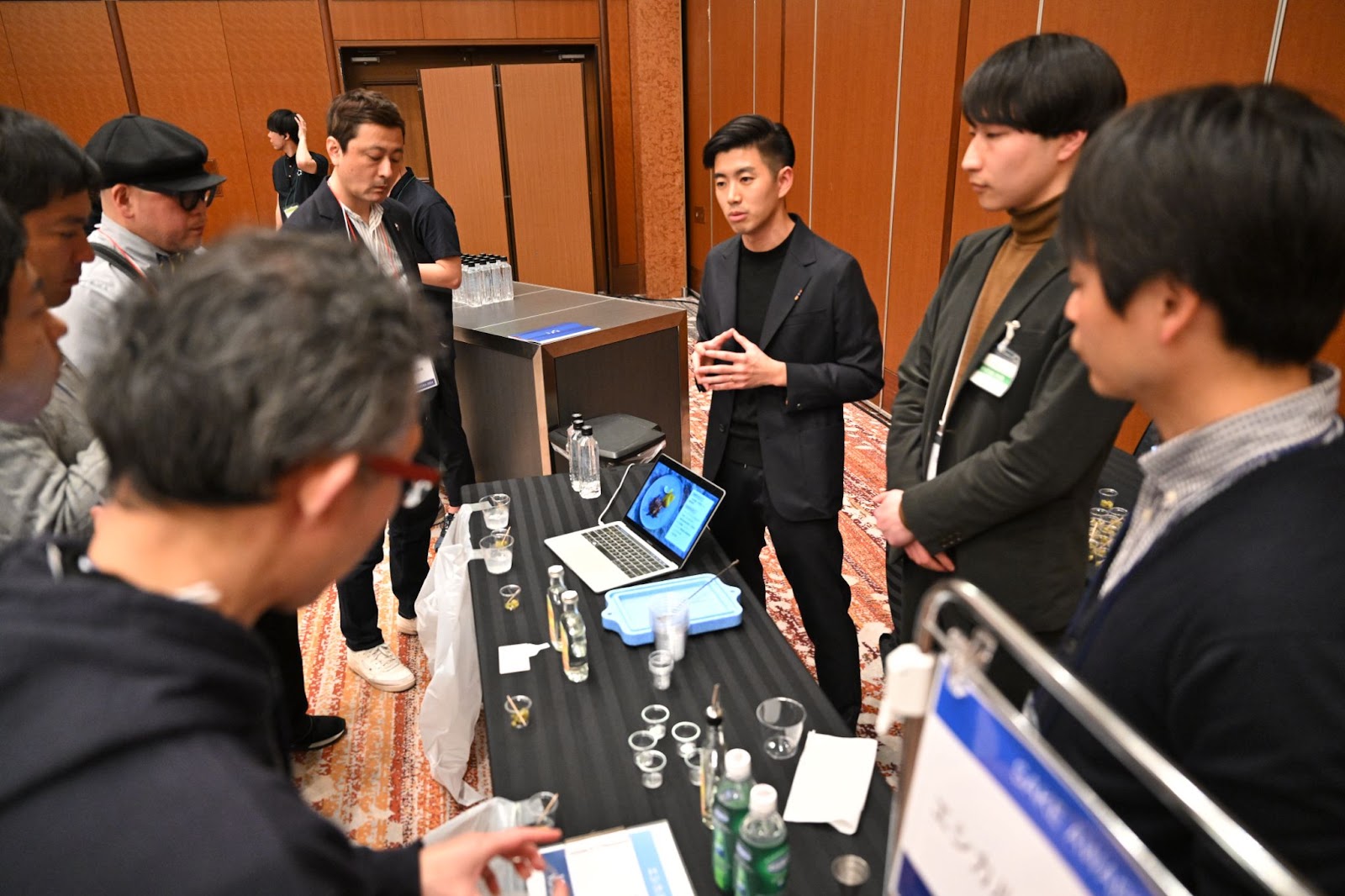
大森 章平さんが創業したWhiskey&Co.には、こちらもアワードに参加しているエシカル・スピリッツを共同創業した山口 歩夢さんが取締役として加わる。ブースの解説は大森さんから山口さんへのリレーで行われた。
大森さん「名前の『WATER DRAGON SPIRITS』というのは風水のワードで、川の流れを指す言葉です。水の龍が集まるところには富が集まるといわれ、三島という町は、富士山の流水、きれいな小川で囲まれているような町です。この町に新しい富をもたらす存在になろうという形で、我々は蒸溜所の名前も「ウォータードラゴン」という名前を付けました。
このクリアな水をさらにクリアにしたドライジンに仕上げていまして、今日は最高の魅力を引き出すために、三島の、我々の蒸溜所で湧いている水を凍らせたものをお持ちしています。この突き抜けたクリアさと、三島の水の力をぜひ感じていただけたらなと思っております」

山口さん「グラスを受け取ったら、まず香りをかいでみてください。スーッと香るショウガの葉、甘夏、ユーカリやミントの香りが重層的に広がります。非常にオリエンタルで爽やかな香りです。とてもクリアに香りを抽出できた秘密は僕らの設備にありまして、簡単に言うと発酵をピュアにする、他の蒸溜所にはないぐらい大きく、高さの高い機械、これを通すことによってしっかり香るけれどピュアな感じを実現しております。
ジントニックにレモンを入れているので最初に酸味を感じると思うのですが、そこからジュニパーベリーというジンに使った木の実を中心に、ショウガの葉やミントなどの清涼感が香る味わいになっております。
普通ドライジンは飲んだ後にアルコールがカーッと来るのですけれども、そちらのカーッと来る感じが極力ないように、後の余韻をまるく仕上げています」

【決勝トーナメント4位通過】OPEN BOOK / リアルレモンサワー
「ブランディング」部門 1位受賞




レモンサワーブームの火付け役、OPEN BOOK。田中さんは思わぬ演出から説明をスタートした。
「まず、季節の花の紹介から。2月なので、ボケを。デジタル生け花です(と、iPadに表示したボケの花を見せる)。ボケの花言葉は『先駆者』です。リキュール業界の先駆者になろうと思っています。
簡単にうちの店を紹介させてください。たった3坪です。年間2万人来ます。メニューはレモンサワーだけです。
レモンサワーの先駆者として、今リキュール製造からしていて、そのリキュールの第一弾がこちらで、リアルレモンサワーというものです。深みやコクがある味わいです。奄美に行って僕らがレモン300kgの皮を剥き、余った中身を全部ジュースに戻してそれをシロップとしてもう1回入れ直したリキュールです。
色々な全国の生産者、蔵元、焼酎蔵とコラボしたり、レモンだけでなくこれから色々な柑橘とコラボしていって、色々なレモンサワーを作っていくという展望です」
津南醸造 / Melty Snow(メルティースノー)
「美味しさ」部門 2位受賞

ユーグレナでミドリムシの研究20年、最新の研究をもとに、再現性のある酒造りを目指す。女性に人気が高いというお酒は、男性多めの審査員たちにも刺さり、「美味しさ」部門 で2位入賞となった。
「日本で最も雪深いと言われる津南というところで酒を造っています。バブル期に農家の人たちが地域の資源を活用し、地域を代表するようなものを作りたいとして生まれたのが津南醸造です。私はミドリムシの研究をしてきましたが、近代的な設備なので、微生物研究をフィードバックできるのではということで4年前からお手伝いをしています。
透明のほうがお酒Melty Snowで、右側が酒粕です。ぜひ飲んでみてください。甘くて濃く、香りが強めなので、氷で薄めても普通に飲めます。酒粕も味わっていただいて、最後にお酒に加えて飲んでいただければ。従来の酒粕と違うと思いますが、乳酸菌で発酵させています。こういった新しいチャレンジをしています。


製造に対するこだわりとして、三段仕込みに対してAIを加えて再現性だけでなく独創性も提案させることをコンピュータにさせようと、飽くなき探求をしています。
最後は未来への思いということで、地域資源の活用にくまなく自分たちの可能性をフィードバックしていきたいと思っていますし、アメリカの寿命を10年延ばしたら150億円もらえるという賞にも参加をして、自分たちの酒造りの可能性を拡張させていきたいと思っています」


【決勝トーナメント6位通過】エシカル・スピリッツ / UNEARTH STORY #1
「美味しさ」部門 3位入賞
未活用素材にスポットを当てた蒸留酒で注目を集めるエシカル・スピリッツは、決勝までの勝ち残りをかけて「起承転結」に対応する4種類の酒を用意した。予選突破を果たした”起”の酒に審査員が投票したのは、エシカルな理由だけではない、その旨さからだ。
「まず一発目は香りにかける想いです。未活用×未活用、これが生み出す香りの可能性みたいなところを、感じていただければと思っております。
クラフトジンを端的に説明しますと、アルコールのもととなるものと香りのもととなるものを漬け込んで、それを沸騰させて雨みたいに蒸溜して液体に戻すと香りが付いたお酒になるのですが、定義としてアルコールの“もと”の原料の規定がないんです。
そのため酒粕からできたお酒や廃棄されてしまうビールでも、“もと”として使えます。ボタニカルはジュニパーベリーを使えば良いので、そこにプラス1をするのか、プラス100をするのかみたいなところで、香り要素とアルコールの両方で未活用を使えるというところがジンの面白さです。
これはサントリーさんとのコラボジンで、「UNEARTH STORY #1」といいます。未活用の素材をもう一度発掘するという意味合いがあります。
アルコールは佐賀県の天吹酒造さんの酒粕から出来た酒粕焼酎、そこに香り付けとしてサントリーさんの甲州のワインかす、鹿児島の奄美大島にある土着柑橘のシークーの皮、ジュースの搾取後の柑橘の残渣、ミョウガの茎、ショウガの葉などを使っております。ぜひお楽しみください」


天盃 / クラフトマン多田スパニッシュオレンジ

天盃の多田 匠さんが提供した究極のペアリング体験は、福岡は糸島産の「またいちの塩」と焼酎。焼酎は年齢層高め、サワー、チューハイといったイメージからの価値向上を目指している。
「食卓に幸せを届ける新しい蒸溜酒体験というテーマでお出ししていきます。皆さんに飲んでいただいているものはクラフトマン多田というブランドで、究極のペアリング体験がテーマです。合わせることによってどう旨味が相乗効果を発揮し、料理を美味しくするのか、旨味の足し算、掛け算、割り算をするのか。そこが僕らの究極の目指すところです。
皆さん、体験です。塩をなめてください、その後、ソーダ割でもいいので、25度ストレートの焼酎を飲んでください。塩の味が変わるんです。食中酒が引き立てる、ペアリング、究極というのがそこなんです。それをぜひ体験してください。


私たちは125年の蔵元です。私で5代目、直系の多田家だけで毎年125年休むことなく焼酎造りをつなげてきました。そんな我々が目指しているのは、世界に誇れる蒸溜酒造りです。スコッチウイスキー、コニャック、ブランデーなど世界的に価値を持つ蒸溜酒のように、どうやって焼酎の価値を上げていくのかをずっと125年やってきました。
実は焼酎は麹か米を使い、麦100%ではなかったのです。隣の佐賀県は日本で一番、福岡は3番目に大麦が採れます。地元の本当にいい原料でしか世界一の価値を持つ蒸溜酒を作れない、そういう思いで我々は日本で初めて大麦だけの焼酎を造りました。
焼酎は蒸溜酒、やはり蒸溜が要です。焼酎は一般的には1回しか蒸溜しません。我々はスコッチウイスキーやコニャック、ブランデーのように、2回やっています。
大麦100%の麦の凝縮した旨味は濃いけれども口当たりのスムースさ、リッチさ、なめらかさ、そしてこうやって料理と合わせた旨味の相乗効果は、オリジナルの自社開発の蒸溜器でしか実現しません。それで世界で蒸溜酒を造ることを考えています」

伊東(敷嶋)/ 敷嶋 純米大吟醸 無濾過生原酒


直訴して今回のエントリーを勝ち取った敷島の伊東さんは、知多半島のプライドをかけて挑戦した。
「敷嶋は、食の時間の価値を高める、食中酒です。1+1が3にも4にもなるようなその瞬間が皆様にとって特別なものになるように、そういった思いで酒を造っています。酒造りにはたくさん工程があり、全て説明したら終わらないので、敷島でしか出せないものとして、2点だけ。『温度』と『貯蔵』です。
まず温度、酒造りは温度管理が難しいイメージがあると思いますが、実際そうで、色々な工程で全て約0.1℃単位で年間管理しているのですが、その中でもその日の気温や天気、どんな酒を造りたいのか、どんな米を使うのか、それらで大きく変わってくるので、手探りで管理します。
オートメーションもできるのではないかと思われると思います。でも、たとえば麹を作っていると夕立ちが降って上がったくらいでも影響するんです。
貯蔵に関しては、皆さんは、早く飲まないといけないとか、絞りたてが一番美味しいと思っている方もいらっしゃると思います。そういう酒ももちろんあるのですが、うちはあえて寝かせています。

それでこの妖艶さというか、最後にバーっと広がる、ふんわりしたこのような味が、濃いものに合わさってマッチする、そういう味を出すためにあえて貯蔵しています。敷嶋 純米大吟醸 無濾過生原酒、旨味と上品さ、妖しさ、妖艶さを併せ持った酒です。ペアリングは尾州早寿司です」
▶220年以上続いた「敷嶋」酒蔵の復活から、愛知県知多半島の魅力発信に挑む「伊東」(ICC FUKUOKA 2023)
【決勝トーナメント3位通過】ペナシュール房総 / BOSO Rhum Fleur-花- Contient de la mélasse alc.40%
「製法へのこだわり」部門 2位受賞

ブースのメンバーが黄色のユニフォームで決めたペナシュール房総の青木さんは、初参加のアワードでも自分たちのラムの世界へ参加者たちを誘い、存在感をアピールした。
「千葉県の南房総市の千倉という一番南のほうで、サトウキビからラムまで一貫生産で作っています。アグリコールラム(サトウキビ100%のラム)というタイプで、サトウキビを絞ってそのまま砂糖にせず、ぜいたくに発酵させてそれを蒸溜して造っています。世界の生産量の10%と言われている希少なラムで、いわゆる最高級のタイプです。
私たちはファーム トゥー バーということで、畑からバーまで一貫生産で作ることをまず目標としてやっています。59度ありますのでまずお手に取っていただいて、圧倒的な香りを確かめていただき、もし大丈夫でしたらなめていただいて、楽しんでいただければと思います。
そのあとは、アグリコールラムに一番合うと言われている、地元の仲間が作っているパッションフルーツのジュースをちょっと入れていただいてティポンシュ(カクテル)に。甘味には蒸溜所で取れた烏山椒の蜂蜜が入っています。
まずそのペアリングを楽しんでいただいて、その後、さらにこちら、もう完全なマリアージュとしてドライフルーツとナッツ、こちらも千倉で生産しているものでご用意しました。


もともと南房総では食糧難の時、昭和50年くらいまでサトウキビを作っていました。需要がないので作らなくなったのですが、作れるのだったらラムを造ろうということで僕らはスタートしました。製糖目的ではないので糖度を上げるというよりは、ミネラルを取るイメージ、ブドウからワインを造るビオディナミのイメージで造っています。
海に上がる海藻を肥料に入れたり、絞りかすの『バガス』を牛に与えて、農畜連携、逆に肥料を提供してもらったり、自分たちの自然農法を作りながらサトウキビ生産をしています。この香りはなかなか国産のラムには無い香りで、世界の他に無い、うちのフラッグシップのフランスタイプのラムです」


【決勝トーナメント5位通過】ぷくぷく醸造 / ぷくぷく醸造のホップサケ THIS IS IT (CITRA)
「製法へのこだわり」部門 1位受賞、「想いへの共感」部門、2位受賞

ぷくぷく醸造の立川 哲之さんとICCの出会いは別の酒イベントのときで、そこでICC小林と話をして参加が決定した。ユーグレナから、前回アワードに出場したhaccobaの醸造責任者に転身し、日本酒とクラフトビールをかけ合わせたぷくぷく醸造を南相馬市に立ち上げた。
「震災後に原発地域で復活した農家さんの割合は32%。ぷくぷく醸造のビジョンは福島の沿岸に田畑を増やしていくことで、なかなか難しい現状があるのですが、逆に言えば復活している農家さんが30%以上もいることでもあります。信念を持って復活している方が多く、その方々と並走していきたいと思っています。
もう1つのテーマは、異文化との境界線を溶かしていくこと。クラフトビール、ワインやジン、あとは音楽やアートなどと日本酒を掛け合わせることをやっていきたいと思っています。その理由は楽しいからもありますが、わざわざ浜通りのお酒を選んでいただくためには唯一無二であることも重要と思っているからです。
このぷくぷく醸造のホップサケ THIS IS IT (CITRA)は、お米とホップだけでできているどぶろくです。香りはシトラスやトロピカルな香りがあり酸味が結構強め、苦みと重厚感もしっかりあるような新しい味わいです。日本酒は冷やして造るところが多いですが、温度管理を自然のまま、電力を使わずに造るところと、どぶろくなので酒粕が出ないというメリットもあります。


アメリカのIT企業を意識していて、バイオトランスフォーメーションという新しい技術を取り入れながら造っています。味わい的にもクラフトビールファンにも喜んでいただけるような世界、味わいを目指しています」
【決勝トーナメント1位通過】池原酒造 / SHIRAYURI INUI 44 ストレート
「美味しさ」部門 1位受賞、「製法へのこだわり」部門 3位受賞、「ブランディング」部門 3位受賞、「想いへの共感」部門 1位受賞

沖縄を代表する強いお酒というイメージを覆し、予選ラウンドでは1位通過、全部門賞にも入賞した池原酒造。酒造りをするために2013年、異業種から家業に戻ってきた池原さん、そして今回タッグを組んだバーテンダーの比嘉 康二さんが、完全に泡盛アウェーの環境でいかに盛り上げたかは、決勝ラウンド以降で詳しくお伝えするので、ここはさわりだけをご紹介しよう。
比嘉さん「皆さん、泡盛にはどんなイメージがありますか? 度数の高いお酒ですか?」
ほぼ全員同意の雰囲気のなか、比嘉さんの人の惹きつけるトークが冴える。
比嘉さん「今日は皆さんに、王様のような飲み方でおもてなししたいと思っています」
そして取り出したのが、上の写真のような、普通のおちょこよりかなり小さいミニチュアサイズの脚付きの酒杯、チブグワァーである。比嘉さんは器用に高い位置から泡盛をチブグワァーに注ぎ、ペアリングの冬瓜の砂糖漬けとともに審査員たちに勧めた。


泡盛をなめて、冬瓜を口に含むと、審査員たちの顔に笑顔が浮かんだ。ブースを通り過ぎたあとに感想を聞くと「あの泡盛、すごい」という声が口々に上がっていた。失礼ながら、誰も期待していなかった今回最大のサプライズ、泡盛の大躍進を確信させるほどその声は強かった。

予選6社のうち3社が蒸留酒メーカー
▶️【速報】「ICC SAKE AWARD」、4つの部門賞と予選ラウンド突破の6社が決定!(ICC FUKUOKA 2024)
前回出場して、今回は審査員だったhaccobaの佐藤 太亮さんは審査員をしている場合ではないと言い、阿部酒造の阿部 裕太さんは、蒸留酒がいろいろ体験できたこと、審査員を経験して自分がもしまた出場するならどうプレゼンするかを見れたことが勉強になったと明かしてくれた。酒業界はプレイヤーがとにかく熱い。
予選ラウンドは蓋を開けてみると、6社のうち3社が蒸留酒、レモンサワー1社、クラフトサケ2社という展開になった。そもそもノンジャンルで戦うSAKE AWARDだが、ここではジャンルが人気かどうかに関係なく、ストーリーがあり、ブランドがよく考えられていて、こだわりを持って造られており、その想いに共感ができ、なにより旨い酒が選ばれる。
この結果に、審査員たちも語り合うのを止められない、そんな予選ラウンドであった。

▶後編はこちら
地元文化への愛に乾杯! 第2回SAKE AWARD優勝の池原酒造が魅せた泡盛の魔法(後編)
(続)
編集チーム:小林 雅/浅郷 浩子/小林 弘美/戸田 秀成